
U-Bogen ASTM A209 legierter Stahlkesselrohr|ASTM A209 T1-Rohr
VIEW MORE+
PRODUKTE
NEWS
- ASTM A192 Krümmer|Rohrkrümmer
- Die Struktur von Rohrbündelwärmetauschern und Hauptteilen
- LL-Fuß-Rippenrohr vs. L-Fuß-Rippenrohr
- Was ist der Prozesstyp für Spiralrohrschlangen?
- Wissen über Duplex-Edelstahl
- Einführung des Kesselrohrs ASTM A209/ASME SA209 T1
- Funktion und Anwendung von Lamellenheizkörpern
- Welche Auswirkungen haben Wärmeeinflusszonen in Rippenrohren?
- Was verursacht Wärmeeinflusszonen?
- Was ist die Wärmeeinflusszone (HAZ) in Rippenrohren?

U-Bogen ASTM A556 Speisewassererhitzerrohre
ASTM A556/A556M Standardspezifikation für nahtlose kaltgezogene Speisewassererhitzerrohre aus Kohlenstoffstahl. Deckt nahtlose, kaltgezogene Kohlenstoffstahlrohre mit minimaler Wandstärke ab, einschließlich des Biegens in die Form von U-Rohren, die in rohrförmigen Speisewassererhitzern verwendet werden.
Description
ASTM A556/A556M Standard-Spezifikation für nahtlose kaltgezogene Speisewassererhitzerrohre aus Kohlenstoffstahl
1. ASTM A556/A556M Geltungsbereich
1.1 Diese Spezifikation 2 gilt für nahtlose kaltgezogene Kohlenstoffstahlrohre mit minimaler Wandstärke, einschließlich der Biegung in U-Rohrform, falls angegeben, zur Verwendung in Rohrspeisewassererhitzern .
1.2 Die abgedeckten Rohrgrößen müssen einen Außendurchmesser von 5/8 bis 1 1/4 Zoll (15,9 bis 31,8 mm) (einschließlich) mit einer Mindestwandstärke von mindestens 0,045 Zoll (1,1 mm) haben.
1.3 Optionale Zusatzanforderungen sind möglich und müssen, sofern gewünscht, bei der Bestellung angegeben werden.
1.4 Die in Zoll-Pfund-Einheiten oder SI-Einheiten angegebenen Werte sind separat als Standard zu betrachten. Im Text werden die SI-Einheiten in Klammern angegeben. Die in den einzelnen Systemen angegebenen Werte sind keine exakten Äquivalente; daher müssen die einzelnen Systeme unabhängig voneinander verwendet werden. Die Kombination von Werten aus den beiden Systemen kann zu Abweichungen von der Spezifikation führen. Die Zoll-Pfund-Einheiten gelten, sofern in der Bestellung nicht die Bezeichnung „M“ dieser Spezifikation angegeben ist.
2. ASTM A556/A556M Referenzierte Dokumente
2.1 ASTM-Normen:
A 450/A 450M Spezifikation für allgemeine Anforderungen an Rohre aus Kohlenstoffstahl, ferritischen und austenitischen Stählen
E 30 Prüfmethoden für die chemische Analyse von Stahl, Gusseisen, Siemens-Martin-Gusseisen und Schmiedeeisen
 3. ASTM A556/A556M Bestellinformationen
3. ASTM A556/A556M Bestellinformationen
3.1 Bestellungen für Material gemäß dieser Spezifikation sollten die folgenden Angaben enthalten, um das gewünschte Material ausreichend zu beschreiben:
3.1.1 Menge (Fuß, Meter oder Stückzahl),
3.1.2 Werkstoffbezeichnung (nahtloses Stahlrohr),
3.1.3 Abmessungen (Außendurchmesser und Mindestwandstärke),
3.1.4 Länge (spezifisch oder zufällig),
3.1.5 Herstellung (kaltgezogen),
3.1.6 Güteklasse (chemische Zusammensetzung),
3.1.7 Optionale Anforderungen,
3.1.8 Biegeanforderungen— Wenn in der Bestellung das Biegen von Rohren angegeben ist, muss der Bestellung die Konstruktion der U-Rohre beiliegen. Der Käufer muss angeben, ob eine Spannungsentlastungsglühung der U-Bögen erforderlich ist.
3.1.9 Prüfbericht erforderlich (siehe Abschnitt Zertifizierung der Spezifikation A 450/A 450M),
3.1.10 Spezifikationsnummer und
3.1.11 Besondere Anforderungen und ggf. ausgewählte Zusatzanforderungen.
4. ASTM A556/A556M Allgemeine Anforderungen
4.1 Sofern hierin nichts anderes angegeben ist, muss das gemäß dieser Spezifikation gelieferte Material den geltenden Anforderungen der aktuellen Ausgabe der Spezifikation A 450/A 450M entsprechen.
5. ASTM A556/A556M Herstellung
5.1 Herstellung – Die Rohre müssen im nahtlosen Verfahren hergestellt und kaltgezogen sein.
5.2 Wärmebehandlung:
5.2.1 Kaltgezogene Rohre müssen nach dem letzten Kaltziehdurchgang bei einer Temperatur von 1200 °F [640 °C] oder mehr wärmebehandelt werden, um eine zum Walzen in Rohrbleche ausreichende Duktilität sicherzustellen und die angegebenen mechanischen Eigenschaften zu erreichen.
5.2.2 Wenn ein Spannungsentlastungsglühen der U-Bögen vorgeschrieben ist, muss das Glühen aus dem Erhitzen des gebogenen Teils in einem Bereich von 1100 bis 1200 °F [585 bis 640 °C] bestehen.
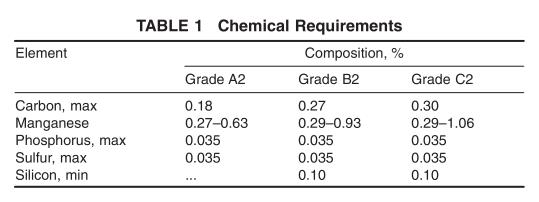
6. ASTM A556/A556M Chemische Zusammensetzung
6.1 Der Stahl muss eine der in Tabelle 1 vorgeschriebenen Anforderungen an die chemische Zusammensetzung erfüllen.
6.2 Wenn eine Güteklasse gemäß dieser Spezifikation bestellt wird, ist die Lieferung einer Legierungsgüte, die ausdrücklich die Hinzufügung eines anderen Elements erfordert als der in Tabelle 1 für die bestellte Güteklasse aufgeführten, nicht zulässig.
7. ASTM A556/A556M Produktanalyse
7.1 Sofern in der Bestellung verlangt, ist vom Hersteller oder Lieferanten eine Erzeugnisanalyse von einem Rohr oder Knüppel je Schmelze durchzuführen.
7.2 Wenn der ursprüngliche Test zur Produktanalyse fehlschlägt, müssen zwei weitere Rohre oder Barren erneut getestet werden. Beide Wiederholungstests für die betreffenden Elemente müssen die Anforderungen dieser Spezifikation erfüllen. Andernfalls muss das gesamte verbleibende Material in der Charge oder Partie (Anmerkung 1) zurückgewiesen werden. Nach Wahl des Herstellers kann jedes Rohr einzeln auf seine Annahme geprüft werden. Rohre, die die Anforderungen dieser Spezifikation nicht erfüllen, müssen zurückgewiesen werden.
ANMERKUNG 1—Für die Anforderungen an Zug- und Härteprüfungen gilt der Begriff „Los“ für alle Rohre vor dem Schneiden mit gleichem Nenndurchmesser und gleicher Wandstärke, die aus derselben Stahlschmelze hergestellt werden. Wenn die abschließende Wärmebehandlung in einem Chargenofen erfolgt, darf ein Los nur die Rohre gleicher Größe und gleicher Schmelze enthalten, die in derselben Ofencharge wärmebehandelt werden. Wenn die abschließende Wärmebehandlung in einem Durchlaufofen erfolgt, darf ein Los alle Rohre gleicher Größe und Schmelze enthalten, die im selben Ofen bei gleicher Temperatur, Schmelzdauer und Ofengeschwindigkeit wärmebehandelt werden.
7.3 Zu Schiedsrichterzwecken ist die Prüfmethode E 30 anzuwenden.
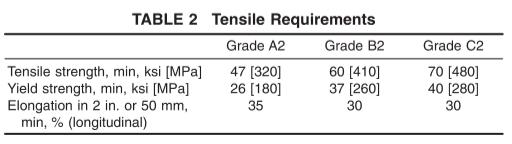
8. ASTM A556/A556M Mechanische Eigenschaften
8.1 Zugfestigkeitseigenschaften – Das Material muss die in Tabelle 2 vorgeschriebenen Anforderungen hinsichtlich der Zugfestigkeitseigenschaften erfüllen, wenn es in voller Länge gezogen wird.
8.2 Härteanforderungen – Die Rohre dürfen die in Tabelle 3 angegebene Rockwellhärte nicht überschreiten.
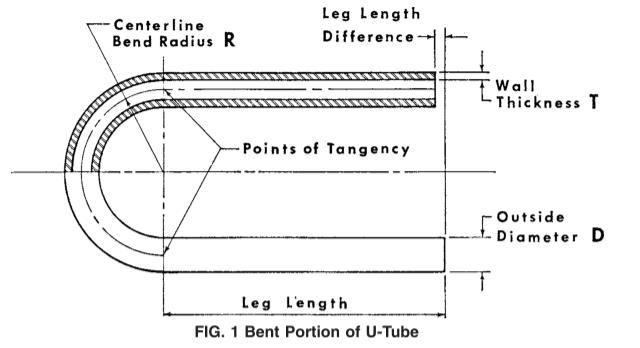
 9. ASTM A556/A556M Zulässige Maßabweichungen (Abb. 1)
9. ASTM A556/A556M Zulässige Maßabweichungen (Abb. 1)
9.1 Die zulässigen Abweichungen vom angegebenen Außendurchmesser dürfen 60,004 Zoll [0,10 mm] für Rohre unter
1,0 Zoll [25,4 mm] Außendurchmesser und 60,006 Zoll [0,15 mm] für Rohre von 1,0 Zoll [25,4 mm] bis 1,25 Zoll [31,7 mm] einschließlich. Diese Toleranzen gelten nicht für den gebogenen Teil der U-Rohre. Am gebogenen Teil eines U-Rohrs für R = 2 3 D oder mehr darf weder der Außen- noch der Innendurchmesser des Rohrs um mehr als 10 % vom Nennwert abweichen. Wenn 1 1 ⁄ 2 D angegeben ist, können die Toleranzen größer sein.
9.2 Zulässige Abweichungen von der angegebenen Mindestwanddicke dürfen +20 % oder − 0 nicht überschreiten. Die Wanddicke des Rohres im U-förmigen Querschnitt darf nicht kleiner sein als der Wert
bestimmt durch: tf 5 T ~ 2R ! / ~ 2R1D ! (1) wobei:
tf = Wandstärke nach dem Biegen, in. [mm],
T = angegebene minimale Rohrwandstärke, Zoll [mm],
R = Mittellinien-Biegeradius, Zoll [mm], und
D = Nennaußendurchmesser des Rohrs, Zoll [mm].
9.3 Bei U-Rohren darf die Länge der Rohrschenkel, gemessen vom Berührungspunkt der Biegung und des Rohrschenkels bis zum Ende des Rohrschenkels, nicht kleiner als angegeben sein, kann aber die angegebenen Werte um den in Tabelle 1 angegebenen Betrag überschreiten.
4. Sofern nicht anders angegeben, darf der Längenunterschied der Rohrschenkel nicht größer als 1/8 Zoll [3 mm] sein.
9.4 Das Ende eines Rohrs darf nicht mehr als den in Tabelle 5 angegebenen Betrag von der rechtwinkligen Ausrichtung abweichen.
9.5 Der zwischen den Tangentialpunkten der Biegung und den Beinen gemessene Beinabstand darf nicht mehr als 1/16 Zoll [1,5 mm] vom Wert (2R − angegebener Rohr-Außendurchmesser) abweichen, wobei R der Biegeradius in der Mittellinie ist.
9.6 Der gebogene Teil des U-Rohrs muss eine weitgehend gleichmäßige Krümmung aufweisen und darf 6 1/16 Zoll [61,5 mm] des normalen Mittellinienradius nicht überschreiten.
10. ASTM A556/A556M Verarbeitung, Finish und Aussehen
10.1 Fertige Rohre müssen frei von Zunder sein, können aber eine oberflächliche Oxidschicht auf der Oberfläche aufweisen. Bei wärmebehandelten Rohren ist eine leichte Oxidschicht auf der Außen- und Innenfläche des U-Bogens zulässig.
10.2 Fertige Rohre müssen einigermaßen gerade sein und glatte, gratfreie Enden haben. Rohre müssen eine fachmännische Verarbeitung aufweisen und dürfen keine Oberflächenfehler aufweisen, die innerhalb der zulässigen Wandtoleranzen nicht entfernt werden können. Die Entfernung von Oberflächenfehlern wie Handhabungsspuren, Richtspuren, leichten Dorn- und Matrizenspuren, flachen Vertiefungen und Skalenmustern ist nicht erforderlich, sofern sie innerhalb der zulässigen Wandtoleranzen liegen.
10.3 Fertige Rohre müssen sowohl außen als auch innen beschichtet sein, um Korrosion während des Transports zu verhindern. Die Art der Beschichtung muss einvernehmlich vereinbart und in der Bestellung angegeben werden.
11. ASTM A556/A556M Mechanische Tests erforderlich
11.1 Zugprüfung – Eine Zugprüfung ist an einer Probe bei Losen von höchstens 50 Rohren durchzuführen. Zugprüfungen sind an Proben aus zwei Rohren bei Losen von mehr als 50 Rohren durchzuführen (Anmerkung 1).
11.2 Abflachungstest – Ein Abflachungstest ist an Proben durchzuführen, die von jedem Ende eines fertigen Rohrs (nicht des Rohrs, das für den Aufweitungstest verwendet wurde) aus jeder Partie von nicht mehr als 125 Rohren oder einem Teil davon entnommen werden.
11.3 Aufweitungstest – Ein Aufweitungstest ist an Proben durchzuführen, die von jedem Ende eines fertigen Rohrs (nicht von dem Rohr, das für den Abflachungstest verwendet wurde) aus jeder Partie von nicht mehr als 125 Rohren oder einem Teil davon entnommen werden.
11.4 Härteprüfung – Härteprüfungen nach Brinell oder Rockwell sind an Proben von zwei Rohren aus jeder Partie durchzuführen (Hinweis 1).
11.5 Hydrostatischer Test – Jedes U-Rohr muss einem hydrostatischen Test mit einer nicht korrosiven Flüssigkeit unterzogen werden. Wenn zwischen Käufer und Hersteller etwas anderes vereinbart wurde, kann es auch mit dem 1 1/2-fachen des angegebenen Auslegungsbetriebsdrucks getestet werden.
12. ASTM A556/A556M Zerstörungsfreie Prüfung (elektrische Prüfung)
12.1 Jedes Rohr muss nach der abschließenden Wärmebehandlung im Anschluss an den letzten Kaltziehdurchgang geprüft werden, indem es gemäß Spezifikation A 450/A 450M durch ein zerstörungsfreies Prüfgerät geführt wird, das in der Lage ist, Defekte im gesamten Querschnitt des Rohrs zu erkennen.
13. ASTM A556/A556M Verpackung und Verpackungskennzeichnung
13.1 Die Rohre müssen so verpackt oder gebündelt sein, dass sie bei normaler Handhabung und Transport nicht beschädigt werden. Sie müssen außerdem mit einem Etikett mit dem Namen des Herstellers, der Bestellnummer, der Spezifikationsnummer und -klasse sowie der Größe gekennzeichnet sein.
13.2 Bei U-Rohren muss jeder Karton auf eine Palette gestellt und deutlich lesbar mit dem Namen des Herstellers, der Bestellnummer, der Spezifikationsnummer und -klasse, der Größe und der Identifikation der enthaltenen Artikel gekennzeichnet werden.
13.3 Strichcodes – Zusätzlich zu den Anforderungen in 13.1 und 13.2 sind Strichcodes als zusätzliche Identifizierungsmethode zulässig. Der Käufer kann in der Bestellung ein bestimmtes Strichcodesystem angeben.
14. ASTM A556/A556M Schlüsselwörter
ASTM A556 Speisewasserheizrohre | Speisewasserheizrohre aus Kohlenstoffstahl | U-Bogen ASTM A556 Speisewasserheizrohre
Products
-

-

U-förmiges Wärmetauscherrohr|U-Bogen Wärmetauscherrohr
VIEW MORE+ -
U-Bogen ASTM A214-Rohre | U-Bogen-Kondensatorrohre
VIEW MORE+


Copyright © 2015-2023 T.S. Industrial Corporation Limited 
请输入搜索关键字
确定