
U-Bogen ASTM A209 legierter Stahlkesselrohr|ASTM A209 T1-Rohr
VIEW MORE+
PRODUKTE
NEWS
- ASTM A192 Krümmer|Rohrkrümmer
- Die Struktur von Rohrbündelwärmetauschern und Hauptteilen
- LL-Fuß-Rippenrohr vs. L-Fuß-Rippenrohr
- Was ist der Prozesstyp für Spiralrohrschlangen?
- Wissen über Duplex-Edelstahl
- Einführung des Kesselrohrs ASTM A209/ASME SA209 T1
- Funktion und Anwendung von Lamellenheizkörpern
- Welche Auswirkungen haben Wärmeeinflusszonen in Rippenrohren?
- Was verursacht Wärmeeinflusszonen?
- Was ist die Wärmeeinflusszone (HAZ) in Rippenrohren?

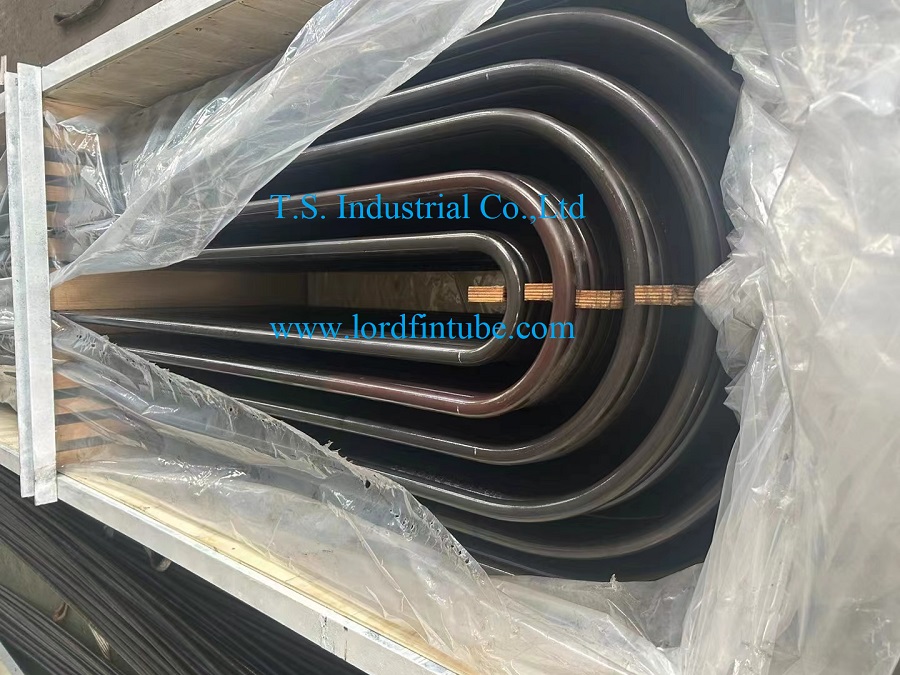
U-Bogen ASTM A688 Rohr; Speisewassererhitzerrohre
ASTM A688/A688M deckt geschweißte Speisewassererhitzerrohre aus austenitischem Edelstahl ab, einschließlich derjenigen, die (falls angegeben) in die Form von U-Rohren gebogen sind, zur Verwendung in rohrförmigen Speisewassererhitzern. Das U-Biegen muss im lösungsgeglühten Zustand erfolgen.
Description
ASTM A688/A688M Standard geschweißte austenitische Edelstahl-Speisewasserheizrohre
1. ASTM A688/A688M Geltungsbereich
1.1 Diese Spezifikation 2 gilt für geschweißte Speisewassererhitzerrohre aus austenitischem Edelstahl, einschließlich derjenigen, die, falls angegeben, zur Anwendung in Rohrspeisewassererhitzern in U-Form gebogen sind.
1.2 Die abgedeckten Rohrgrößen müssen 5 ⁄ 8 bis 1 Zoll [15,9 bis 25,4 mm] einschließlich Außendurchmesser und durchschnittliche oder minimale Wandstärken von 0,028 Zoll [0,7 mm] und mehr betragen.
1.3 Die in Zoll-Pfund-Einheiten oder SI-Einheiten angegebenen Werte sind separat als Standard zu betrachten. Im Text werden die SI-Einheiten in Klammern angegeben. Die in den einzelnen Systemen angegebenen Werte sind keine exakten Äquivalente; daher sind die einzelnen Systeme unabhängig voneinander zu verwenden. Die Kombination von Werten aus den beiden Systemen kann zu Abweichungen von der Spezifikation führen .
2. ASTM A688/A688M Referenzierte Dokumente
2.1 ASTM-Normen:
A 262 Verfahren zur Erkennung der Anfälligkeit für intergranulare Angriffe in austenitischen rostfreien Stählen A 480/A 480M Spezifikation für allgemeine Anforderungen an flachgewalzte rostfreie und hitzebeständige Stahlplatten, -bleche und -bänder
A 941 Terminologie in Bezug auf Stahl, Edelstahl, verwandte Legierungen und Ferrolegierungen
A 1016/A 1016M Spezifikation für allgemeine Anforderungen an ferritische legierte Stähle, austenitische legierte Stähle und Edelstahlrohre
E 527 Übung zur Nummerierung von Metallen und Legierungen (UNS)
2.2 Anderer Standard:
SAE J1086 - Praxis zur Nummerierung von Metallen und Legierungen (UNS)
3. ASTM A688/A688M Terminologie
3.1 Begriffsdefinitionen – Definitionen der in dieser Spezifikation verwendeten Begriffe finden Sie in Terminologie A 941.
4. ASTM A688/A688M Bestellinformationen
4.1 Es liegt in der Verantwortung des Käufers, alle Anforderungen an das Material gemäß dieser Spezifikation anzugeben. Zu diesen Anforderungen können unter anderem die folgenden gehören:
4.1.1 Menge (Länge bzw. Stückzahl),
4.1.2 Materialbeschreibung,
4.1.3 Abmessungen—Außendurchmesser, Wandstärke (minimale oder durchschnittliche Wandstärke) und Länge,
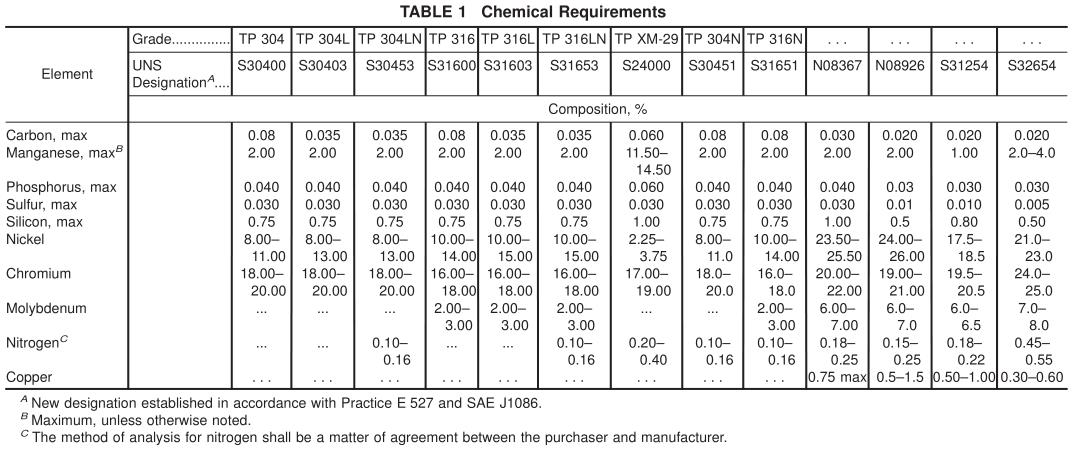
4.1.4 Güteklasse (chemische Zusammensetzung) (Tabelle 1),
4.1.5 U-Bogen-Anforderungen: Wenn in der Bestellung Biegungen vorgeschrieben sind, müssen der Bestellung Pläne oder Zeichnungen für U-Bögen beiliegen.
4.1.6 Optionale Anforderungen—Der Käufer muss angeben, ob ein Glühen der U-Bögen erforderlich ist oder ob die Rohre einem Wasser- oder Lufttest unterzogen werden müssen (siehe 11.6).
4.1.7 Ergänzende Anforderungen—Der Käufer muss in der Bestellung angeben, ob das Material gemäß den Ergänzenden Anforderungen S1 oder S2 einer Wirbelstromprüfung unterzogen werden soll und ob gemäß der Ergänzenden Anforderung S3 spezielle Prüfberichte erforderlich sind.
4.1.8 Etwaige besondere Anforderungen.
5. ASTM A688/A688M Allgemeine Anforderungen
5.1 Sofern hierin nichts anderes angegeben ist, muss das gemäß dieser Spezifikation gelieferte Material den geltenden Anforderungen der neuesten veröffentlichten Ausgabe der Spezifikation A 1016/A 1016M entsprechen.
6. ASTM A688/A688M Materialien und Herstellung
6.1 Das Rohr muss aus Flachstahl im automatischen Schweißverfahren ohne Zusatz von Füllmetall hergestellt sein.
6.2 Nach dem Schweißen und vor der abschließenden Wärmebehandlung müssen die Rohre entweder sowohl im Schweiß- als auch im Grundmetall oder nur im Schweißmetall kaltverformt werden. Die Methode der Kaltverformung kann vom Käufer festgelegt werden. Beim Kaltziehen kann der Käufer die Mindestverringerung des Querschnitts oder der Wandstärke oder beides festlegen.
6.3 Viele Oberflächenverunreinigungen können sich nachteilig auf die Hochtemperatureigenschaften oder die Korrosionsbeständigkeit von Rohren auswirken. Verunreinigungen durch Kupfer, Blei, Quecksilber, Zink, Chloride oder Schwefel können für rostfreien Stahl schädlich sein. Der Hersteller muss Techniken anwenden, die die Oberflächenverunreinigung durch diese Elemente minimieren.
7. ASTM A688/A688M Reinigung vor dem Glühen
7.1 Sämtliche Schmiermittel oder Beschichtungen, die bei der Herstellung von geraden Rohren oder beim Biegen verwendet wurden, müssen vor jeder Glühbehandlung von allen Oberflächen entfernt werden. Bei U-Bögen, deren Innenfläche beim Biegen mit Schmiermittel behandelt wurde, muss die Sauberkeit der Innenfläche überprüft werden, indem eng sitzende, mit Aceton getränkte Filzstopfen durch 10 % der Rohre jedes Biegeradius geblasen werden. Zum Durchblasen der Stopfen durch die Rohre muss trockene, ölfreie Luft oder Inertgas verwendet werden. Wenn die durch ein Rohr geblasenen Stopfen mehr als eine hellgraue Verfärbung aufweisen, müssen alle Rohre, deren Innenfläche beim Biegen mit Schmiermittel behandelt wurde, erneut gereinigt werden. Nach der erneuten Reinigung müssen 10 % der Rohre jedes Biegeradius, deren Innenfläche Biegeschmiermitteln ausgesetzt war, erneut geprüft werden.
8. ASTM A688/A688M Wärmebehandlung
8.1 Alle fertigen geraden Rohre oder geraden Rohre, die zum U-Biegen bereit sind, müssen im lösungsgeglühten Zustand geliefert werden. Das Glühverfahren, mit Ausnahme von N08367 und N08926,
besteht aus dem Erhitzen des Materials auf eine Mindesttemperatur von 1900°F [1040°C], gefolgt von einer schnellen Abkühlung auf unter 700°F [370°C]. Die Abkühlungsgeschwindigkeit muss hoch genug sein, um
Verhinderung schädlicher Karbidausfällungen gemäß Abschnitt
13. UNS N08367 muss bei mindestens 2025 °F [1107 °C] lösungsgeglüht und anschließend schnell abgeschreckt werden.
8.2 N08926 muss auf eine Mindesttemperatur von 2010°F [1100°C] wärmebehandelt und anschließend in Wasser abgeschreckt oder auf andere Weise schnell abgekühlt werden.
8.3 Wenn eine Wärmebehandlung von U-Bögen vorgeschrieben ist, muss diese dem in 8.1 und 8.2 beschriebenen Glühverfahren entsprechen und wie folgt durchgeführt werden:
8.3.1 Die Wärmebehandlung muss auf den U-Bogenbereich plus ungefähr 6 Zoll [150 mm] jedes Schenkels jenseits des Tangentenpunkts des U-Bogens angewendet werden.
8.3.2 Wenn die Wärmebehandlung nach 8.3 durch Widerstandserhitzung erfolgt, bei der Elektroden an die Rohre geklemmt werden, müssen die geklemmten Bereiche visuell auf Lichtbogenverbrennungen untersucht werden. Anzeichen von Verbrennungen sind Grund zur Ablehnung, sofern sie nicht durch lokales Polieren entfernt werden können, ohne die Mindestwanddicke zu beeinträchtigen.
8.3.3 Die Temperaturkontrolle erfolgt durch den Einsatz optischer oder Emissionspyrometer oder beides. Es dürfen keine temperaturanzeigenden Buntstifte, Lacke oder Pellets verwendet werden.
8.3.4 Das Innere des Rohres muss während des Erhitzens und Abkühlens auf unter 700 °F [370 °C] mit einer Schutzgas- oder Inertgasatmosphäre gespült werden, um eine Verkalkung der Innenoberfläche zu verhindern. Die Atmosphäre darf nicht aufkohlend sein.
9. ASTM A688/A688M Oberflächenzustand
9.1 Die geraden Rohre müssen nach dem Schlussglühen mit einer Lösung aus Salpeter- und Flusssäure gebeizt und anschließend mit Wasser gespült werden. Wenn Blankglühen durchgeführt wird,
diese Voraussetzung gilt nicht.
9.2 Bei Rohren, die nach dem Biegen einer elektrischen Widerstandswärmebehandlung unterzogen wurden, ist eine leichte Oxidschicht auf der Außenfläche des U-Bogenbereichs zulässig.
10. ASTM A688/A688M Chemische Zusammensetzung
10.1 Produktanalyse:
10.1.1 Auf Anforderung in der Bestellung muss der Lieferant eine Produktanalyse von einem Rohr oder einer Spule Stahl pro Charge durchführen. Die chemische Zusammensetzung muss den in Tabelle 1 aufgeführten Anforderungen entsprechen.
10.1.2 Es gilt eine Produktanalysetoleranz der Spezifikation A 480/A 480M. Die Produktanalysetoleranz gilt nicht für den Kohlenstoffgehalt von Materialien mit einem angegebenen maximalen Kohlenstoffgehalt von 0,04 % oder weniger.
10.1.3 Wenn die ursprüngliche Prüfung zur Produktanalyse fehlschlägt, sind erneute Prüfungen von zwei weiteren Längen Flachstahl oder Rohren durchzuführen.
11. Mechanische Anforderungen nach ASTM A688/A688M
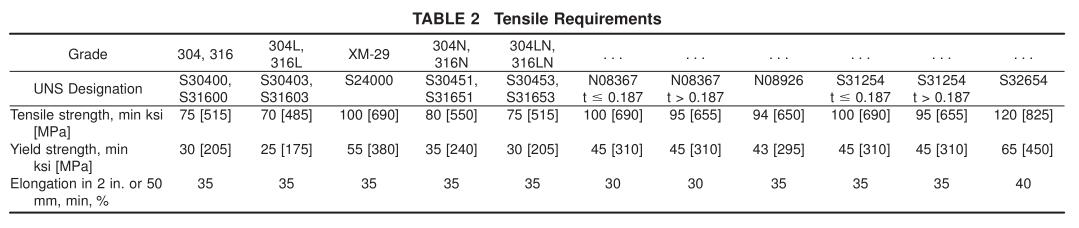
11.1 Zugeigenschaften:
11.1.1 Das Material muss die in Tabelle 2 aufgeführten Zugfestigkeitseigenschaften aufweisen.
11.1.2 Bei Partien von höchstens 50 Rohren ist eine Zugprüfung an einer Probe durchzuführen. Bei Partien von mehr als 50 Rohren sind Zugprüfungen an Proben aus zwei Rohren durchzuführen (Anmerkung 2).
11.2 Härte:
11.2.1 Rohre der Güteklasse TP XM-29 dürfen eine Härte von höchstens 100 HRB oder einen entsprechenden Wert aufweisen. Rohre aller anderen Güteklassen dürfen eine Härte von höchstens 90 HRB oder einen entsprechenden Wert aufweisen. Diese Härteanforderung gilt nicht für den Biegebereich von U-förmigen Rohren, die nach dem Biegen nicht wärmebehandelt werden.
11.2.2 Brinell- oder Rockwell-Härteprüfungen sind an Proben aus zwei Rohren aus jeder Partie durchzuführen.
HINWEIS 2: Hinsichtlich der Anforderungen an Zugfestigkeit, Härte und Korrosionsprüfung bezieht sich der Begriff „Charge“ auf alle Rohre vor dem Zuschneiden auf die richtige Länge, mit gleichem Nenndurchmesser und gleicher Wandstärke, die aus der gleichen Stahlschmelze hergestellt und in einem Durchlaufofen bei der gleichen Temperatur, Verweildauer und Ofengeschwindigkeit geglüht wurden.
11.3 Rückbiegeversuch:
11.3.1 Es ist ein Rückbiegeversuch an einer Probe von jeweils 1500 Fuß [460 m] des fertigen Rohrs durchzuführen.
11.3.2 Ein Abschnitt von mindestens 100 mm Länge muss auf jeder Seite der Schweißnaht längs um 90° gespalten werden. Die Probe muss dann geöffnet und um einen Dorn mit einer maximalen Dicke von viermal der Wandstärke gebogen werden, wobei der Dorn parallel zur Schweißnaht und an der ursprünglichen Außenfläche des Rohrs anliegen muss. Die Schweißnaht muss an der Stelle der maximalen
Biegung. Es dürfen keine Risse oder Überlappungen vorhanden sein, die durch die Reduzierung der Dicke des Schweißbereichs durch Kaltbearbeitung entstehen. Wenn die Geometrie oder Größe des Rohrs es schwierig machen, die Probe als Einzelstück zu testen, kann die Probe
11.4 Abflachungstest – Abflachungstests sind an Proben von jedem Ende eines fertigen Rohrs (nicht des Rohrs, das für den Flanschtest verwendet wurde) aus jeder Charge durchzuführen (Anmerkung 1).
11.5 Flanschprüfung – Flanschprüfungen sind an Proben von jedem Ende eines fertigen Rohrs (nicht des Rohrs, das für die Abflachungsprüfung verwendet wurde) aus jeder Charge durchzuführen (Anmerkung 1).
11.6 Druckprüfung:
11.6.1 Jedes gerade Rohr oder jedes U-Rohr muss nach Abschluss des Biegens und der Wärmebehandlung nach dem Biegen einem Drucktest gemäß einem der folgenden Absätze unterzogen werden, wie vom Käufer angegeben.
11.6.1.1 Hydrostatischer Test—Jedes Rohr muss einem internen hydrostatischen Test gemäß Spezifikation unterzogen werden.
A 1016/A 1016M, außer dass der Prüfdruck und die Haltezeit, wenn sie von den in der Spezifikation A 1016/A 1016M angegebenen Werten abweichen, zwischen Käufer und Hersteller vereinbart werden müssen.
11.6.1.2 Unterwasser-Lufttest – Jedes Rohr muss einem Unterwasser-Lufttest gemäß Spezifikation A 1016/A 1016M unterzogen werden.
12. ASTM A688/A688M Zerstörungsfreie Prüfung (elektrische Prüfung)
12.1 Jedes gerade Rohr muss nach der abschließenden Wärmebehandlung geprüft werden, indem es gemäß Spezifikation A 1016/A 1016M durch ein zerstörungsfreies Prüfgerät geführt wird, das in der Lage ist, Defekte im gesamten Querschnitt des Rohrs zu erkennen.
13. ASTM A688/A688M Korrosionsbeständigkeit
13.1 Eine vollständige Querschnittsprobe mit einer Länge von 1 Zoll [25,4 mm] vom Mittelpunkt einer wärmebehandelten Probenröhre mit dem kleinsten Biegeradius muss im wärmebehandelten Zustand gemäß Verfahren A 262 geprüft werden.
13.2 Eine 1 Zoll [25,4 mm] lange Vollabschnittsprobe aus jeder Partie (Anmerkung 2) gerader Rohre muss im fertigen Zustand gemäß Verfahren A 262 geprüft werden.
13.3 Das Auftreten von Rissen oder Sprüngen in der Testprobe bei der Bewertung gemäß Verfahren A 262, die auf das Vorhandensein eines intergranularen Angriffs hinweisen, ist ein Grund für die Ablehnung dieser Partie.
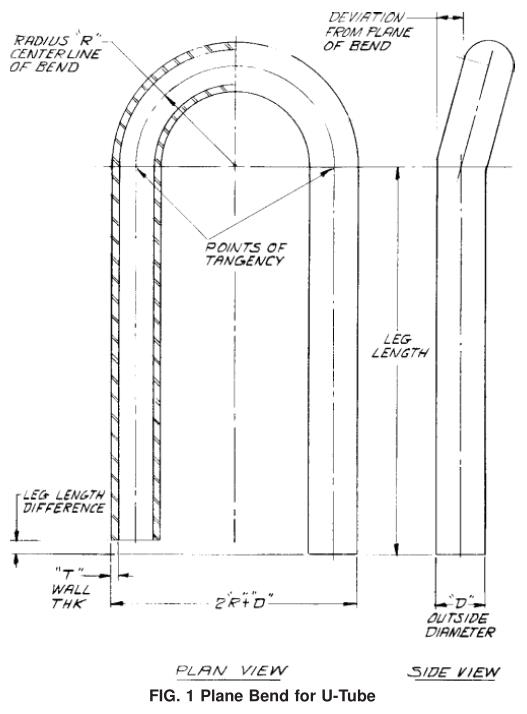
14. ASTM A688/A688M Zulässige Maßabweichungen (Abb. 1)
14.1 Zulässige Abweichungen vom angegebenen Außendurchmesser müssen der Spezifikation A 1016/A 1016M entsprechen. Diese Toleranzen gelten nicht für den gebogenen Teil der U-Rohre. Am gebogenen Teil eines U-Rohrs für R = 2 3 D oder mehr darf weder der Außen- noch der Innendurchmesser des Rohrs um mehr als 10 % vom Nenndurchmesser vor dem Biegen abweichen. Wenn weniger als 2 3 D angegeben ist, können die Toleranzen größer sein.
14.2 Zulässige Abweichungen von der angegebenen Wanddicke:
14.2.1 Zulässige Abweichungen von der angegebenen Mindestwanddicke dürfen +20 % − 0 nicht überschreiten.
14.2.2 Die zulässigen Abweichungen von der angegebenen mittleren Wanddicke betragen 610 % der Nennwanddicke.
14.2.3 Die Wandstärke des Rohrs im U-förmigen Abschnitt darf nicht kleiner sein als der durch die folgende Gleichung bestimmte Wert:
tf 5
4RT
4 R 1 D
Wo:
tf = Wandstärke nach dem Biegen, in. [mm],
T = Mindestwanddicke von 14.2.1 oder 14.2.2, in. [mm],
R = Mittellinien-Biegeradius, Zoll [mm], und
D = Nennaußendurchmesser des Rohrs, Zoll [mm].
14.3 Zulässige Abweichungen von der angegebenen Länge:
14.3.1 Gerade Längen—Die maximal zulässigen Abweichungen für Längen von 24 ft [7,3 m] und kürzer betragen + 1 ⁄ 8 in. [3mm], − 0; für Längen länger als 24 ft [7,3 mm], ein zusätzlicher
Eine Übertoleranz von + 1 ⁄ 8 Zoll [3 mm] je 10 Fuß [3 m] oder ein Teil davon ist bis zu einem Maximum von + 1 ⁄ 2 Zoll [13 mm] zulässig.
14.3.2 U-Bögen – Bei U-Rohren darf die Länge der Rohrschenkel, gemessen vom Berührungspunkt des Bogens und des Rohrschenkels bis zum Ende des Rohrschenkels, nicht kleiner als angegeben sein, kann aber die angegebenen Werte um den in Tabelle 3 angegebenen Wert überschreiten. Der Unterschied in der Länge der Rohrschenkel darf nicht größer als 1/8 Zoll sein, sofern nicht anders angegeben. 14.4 Das Ende eines Rohrs darf nicht mehr als den in Tabelle 4 angegebenen Wert von der rechtwinkligen Form abweichen.
14.5 Der zwischen den Tangentialpunkten der Biegung und den Schenkeln gemessene Schenkelabstand darf nicht mehr als 1/16 Zoll (1,5 mm) vom Wert (2 R − angegebener Außendurchmesser des Rohrs) abweichen, wobei R der Biegeradius in der Mittellinie ist.
14.6 Der gebogene Teil des U-Rohrs muss eine weitgehend gleichmäßige Krümmung aufweisen und darf den nominalen Mittellinienradius um 1,5 mm [6 1 ⁄ 16 Zoll] nicht überschreiten.
14.7 Die zulässige Abweichung von der Biegeebene (Abb. 1) darf, gemessen von den Tangentialpunkten, 1/16 Zoll [1,5 mm] nicht überschreiten.
15. ASTM A688/A688M Verarbeitung, Finish und Aussehen
15.1 Rohre, die nach dieser Spezifikation gekauft werden, sind für den Einsatz in Wärmetauschern vorgesehen und werden durch eng anliegende Löcher in Leitblechen oder Stützplatten oder beidem entlang der Rohrlänge eingeführt. Die Rohrenden werden auch in sehr eng anliegende Löcher in einem Rohrboden eingeführt und aufgeweitet und können darin verschweißt werden. Die Rohre müssen in der Lage sein, Ausdehnungen standzuhalten und
Das Biegen muss ohne Risse und Fehler erfolgen und die Oberfläche muss einigermaßen gerade und für den beabsichtigten Zweck geeignet sein.
15.2 Die Restverunreinigung der Innen- und Außenfläche der Rohre durch Chloridsalze darf zum Zeitpunkt der Verpackung für den Versand ab Werk eine Konzentration von 1 mg/ft 2 [10,7 mg/m 2 ] Rohroberfläche nicht überschreiten. Ein Rohr von jeweils fünfhundert Stück muss unmittelbar vor der Verpackung für den Versand nach einem zwischen Hersteller und Käufer vereinbarten Verfahren auf Chloridsalzverunreinigungen geprüft werden.
16. ASTM A688/A688M Inspektion
16.1 Der Inspektor, der den Käufer vertritt, hat jederzeit Zugang zu den Bereichen, in denen das vom Käufer bestellte Material geprüft und getestet wird. Der Hersteller stellt dem Inspektor alle angemessenen Einrichtungen zur Verfügung, um ihn davon zu überzeugen, dass das Material gemäß dieser Spezifikation geliefert wird. Alle erforderlichen Tests und Inspektionen müssen vor dem Versand am Herstellungsort durchgeführt werden, sofern nicht anders angegeben, und müssen so durchgeführt werden, dass der Betrieb der Arbeiten nicht unnötig beeinträchtigt wird.

U-Bogen ASTM A688 Rohr | Speisewassererhitzerrohre | U-Bogen Speisewassererhitzerrohre
Products
-

-

U-förmiges Wärmetauscherrohr|U-Bogen Wärmetauscherrohr
VIEW MORE+ -
U-Bogen ASTM A214-Rohre | U-Bogen-Kondensatorrohre
VIEW MORE+


Copyright © 2015-2023 T.S. Industrial Corporation Limited 
请输入搜索关键字
确定