

NEWS CENTER



Was ist die Wärmeeinflusszone (HAZ) in Rippenrohren?
Wärmeeinflusszone (HAZ) – was sie ist und wie sie wirkt
Was ist die Wärmeeinflusszone?
Die Wärmeeinflusszone (HAZ) bezeichnet den Bereich in einem Metall, in dem es nicht zum Schmelzen gekommen ist, dessen Eigenschaften sich jedoch aufgrund der Einwirkung erhöhter Temperaturen beim Schweißen verändert haben. Die HAZ liegt zwischen der Schweißnaht und dem nicht geschmolzenen Grundmetall und erfährt Veränderungen in ihren Eigenschaften.
Die Breite der Wärmeeinflusszone hängt von der Wärmemenge ab, die das Material aufnimmt, und diese korreliert mit der Wärmezufuhr des Schweißprozesses. Darüber hinaus wird die Größe der HAZ durch die Wärmeleitfähigkeit beeinflusst. Materialien mit höherer Wärmeleitfähigkeit können Wärme schneller ableiten, was bei einer gegebenen Wärmezufuhr zu einer schnelleren Abkühlung führt und somit eine schmalere HAZ ergibt. Insbesondere weist Kupfer im Vergleich zu Stahl eine deutlich höhere Wärmeleitfähigkeit auf. Folglich wäre die HAZ von Kupfer unter gleichwertigen Wärmezufuhrbedingungen schmaler als die von Stahl.
Wie ist die Wärmeeinflusszone aufgebaut?
In der Nähe des Schweiß- oder Schneidbereichs und des angrenzenden, nicht betroffenen Grundmetalls besteht die Wärmeeinflusszone aus unterschiedlichen Bereichen, die durch ihre Nähe zur angewandten Schweiß- oder Schneidwärme abgegrenzt sind. Im Kern liegt die Schweiß- oder Schneidzone, in der das Material während des Prozesses in einen flüssigen Zustand übergeht, begrenzt durch die Schmelzgrenze. Diese Grenze markiert die Schnittstelle zwischen der geschmolzenen und der festen Phase des Metalls.
Neben dieser Zone befindet sich die eigentliche HAZ, in der das unveränderte Grundmetall mikrostrukturelle Veränderungen erfährt. In herkömmlichen Stahlzusammensetzungen kann die HAZ in die Kornvergröberungszone (am nächsten zur Wärmequelle), die Kornverfeinerungszone, die teilweise umgewandelte (interkritisch erhitzte) Zone und die angelassene Zone eingeteilt werden. Umgekehrt können in Materialien, denen beim Abkühlen eine Phasenumwandlung im festen Zustand fehlt, ausgeprägte Zonen wie Kornwachstum und Rekristallisation beobachtet werden, oft begleitet von Anzeichen von Anlassen. Jenseits dieser abgegrenzten HAZ-Bereiche liegt das unberührte Grundmaterial.
Welche Temperaturen zeigen die Anlassfarben?
Die unterschiedlichen HAZ-Bereiche entstehen durch die unterschiedlichen Temperaturen, denen das Grundmetall weiter von der Schweiß- oder Schneidquelle entfernt ausgesetzt ist. Es ist wichtig, diese Zonen von den sichtbaren farbigen Bändern zu unterscheiden, die auf Oberflächenoxidation zurückzuführen sind und häufig in der Nähe von Schweißnähten aus rostfreiem Stahl beobachtet werden. Diese als „Anlassfarben“ bezeichneten Bänder bedeuten wesentlich niedrigere Temperaturen im Vergleich zu denen, die für die Bildung der Wärmeeinflusszone verantwortlich sind und sich über deren Grenzen hinaus erstrecken. Diese Farben, auch als Wärmetönungen bezeichnet, geben einen ungefähren Anhaltspunkt für die erreichte Temperatur des Metalls.
Hellgelb: 290 °C / 550 °F
Strohgelb: 340 °C / 640 °F
Gelb: 370 °C / 700 °F
Braun: 390 °C / 735 °F
Violettbraun: 420 °C / 790 °F
Dunkelviolett: 450 °C / 840 °F
Blau: 540 °C / 1000 °F
Dunkelblau: 600 °C / 1110 °F
Die Farbtöne von Hitzetönungsfarben hängen von der Oxidationsbeständigkeit der Metalle ab. Metalle mit höherem Chromgehalt weisen aufgrund ihrer höheren Oxidationsbeständigkeit eine weniger intensive Färbung auf. Die Verwendung von Schutzgasen und Elektrodenbeschichtungen kann Hitzetönung abmildern, indem das Metall teilweise vor Oxidation geschützt wird. Umgekehrt neigen rauere Oberflächen dazu, schneller zu oxidieren, was zu dunkleren Farbtönen führt. Darüber hinaus können Substanzen wie Farbe, Öl, Rost und Fingerabdrücke Hitzetönungsfarben beeinflussen, allerdings ohne das Ausmaß der HAZ selbst zu beeinflussen.
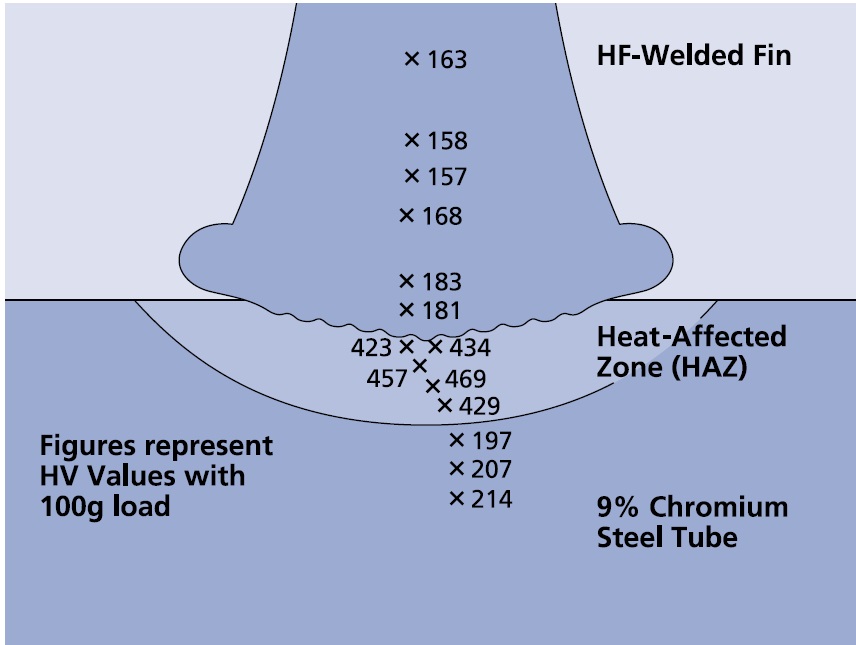
Wärmeeinflusszone beim Hochfrequenzschweißen von Rippenrohren
Bei hochfrequenzgeschweißten Rippenrohren bezeichnet die Wärmeeinflusszone (HAZ) den Bereich um die Schweißnaht, in dem das Basisrohr und die Rippen während des Schweißvorgangs erhöhten Temperaturen ausgesetzt waren. Beim Hochfrequenzschweißen erzeugt die lokalisierte Anwendung hochfrequenter elektrischer Ströme Wärme an der Schweißnaht, wodurch das Metall in der Umgebung weicher wird. Obwohl die Temperaturen in der HAZ nicht so hoch sind wie die in der Schmelzzone, in der das Schmelzen stattfindet, reichen sie aus, um metallurgische Veränderungen im Basisrohr und den Rippen hervorzurufen.
Die HAZ in hochfrequenzgeschweißten Rippenrohren erfährt aufgrund der Wärmezufuhr beim Schweißen typischerweise Veränderungen in ihrer Mikrostruktur und ihren mechanischen Eigenschaften. Diese Veränderungen können Kornwachstum, Temperierung und die Bildung von Eigenspannungen umfassen. Das Ausmaß und die Eigenschaften der HAZ hängen von verschiedenen Faktoren ab, darunter Schweißparameter, Materialzusammensetzung und Wärmeableitungsraten.
Es werden häufig Anstrengungen unternommen, um die Größe und Auswirkung der HAZ in hochfrequenzgeschweißten Rippenrohren zu minimieren, um optimale Leistung und strukturelle Integrität sicherzustellen. Die Kontrolle der Schweißparameter wie Leistungsaufnahme, Schweißgeschwindigkeit und Frequenz kann dazu beitragen, die Auswirkungen der Hitze auf das Material zu mildern. Darüber hinaus können Wärmebehandlungen nach dem Schweißen eingesetzt werden, um Restspannungen abzubauen und die Mikrostruktur in der HAZ zu verfeinern.
Welche Faktoren beeinflussen die Ausdehnung der Wärmeeinflusszone?
Die Größe und Beschaffenheit der Wärmeeinflusszone wird durch mehrere Parameter bestimmt. Für Einkäufer und Techniker ist es wichtig zu wissen, wie sich Schweißverfahren, Materialwahl und Prozessführung auf die HAZ auswirken. Die folgende Tabelle fasst die wichtigsten Einflussgrößen zusammen:
| Einflussfaktor | Wirkung auf die Wärmeeinflusszone | Typische Beispiele / Hinweise |
|---|---|---|
| Wärmeleitfähigkeit des Grundwerkstoffs | Je höher die Wärmeleitfähigkeit, desto schmaler die HAZ (schnellerer Wärmeabtransport). | Kupfer legierungen: sehr schmale HAZ; Edelstahl: mittlere bis breitere HAZ. |
| Wärmezufuhr (Streckenenergie) | Höhere Wärmezufuhr vergrößert die HAZ – mehr Zeit für Wärmeausbreitung. | Beim Hochfrequenzschweißen wird versucht, die Energie präzise zu dosieren. |
| Schweißgeschwindigkeit | Höhere Geschwindigkeit reduziert die Wärmeeinwirkzeit → schmalere HAZ. | Moderne HF-Schweißanlagen arbeiten mit hohen Geschwindigkeiten. |
| Materialdicke | Bei dünnen Wandstärken kann die HAZ relativ größer ausfallen (weniger Wärmesenke). | Bei Rippenrohren sind Basisrohr und Rippendicke entscheidend. |
| Legierungszusammensetzung | Bestimmte Elemente (z.B. Chrom, Molybdän) verändern das Umwandlungsverhalten und die Härte in der HAZ. | Höherfeste Stähle neigen zu Aufhärtung in der Wärmeeinflusszone. |
Das Verständnis und die Handhabung der Wärmeeinflusszone ist bei der Herstellung hochfrequenzgeschweißter Rippenrohre von entscheidender Bedeutung, um sicherzustellen, dass die Schweißverbindungen die erforderlichen Standards hinsichtlich Festigkeit, Haltbarkeit und Korrosionsbeständigkeit erfüllen. Die richtigen Schweißtechniken und Qualitätskontrollmaßnahmen sind unerlässlich, um die negativen Auswirkungen der Wärmeeinflusszone zu minimieren und Rippenrohre herzustellen, die in ihren vorgesehenen Anwendungen zuverlässig funktionieren.
Mikroskopische Aufnahme: Wärmeeinflusszone zwischen Schweißnaht und Grundmaterial


Copyright © 2015-2023 T.S. Industrial Corporation Limited 
请输入搜索关键字
确定