

NEWS CENTER



Lord Fin Tube – Hochfrequenzschweißendes Rippenrohr
Hochfrequenzgeschweißtem Rippenrohr
Für Einkäufer und Ingenieure in der Anlagenplanung ist das Verständnis der Fertigungstechnologie von Wärmeübertragungskomponenten entscheidend. Hochfrequenzgeschweißtes Rippenrohr stellt dabei eine besonders robuste und effiziente Lösung dar. Was ist das Besondere an diesem Verfahren?
Hochfrequenzgeschweißtes Rippenrohr Verfahren
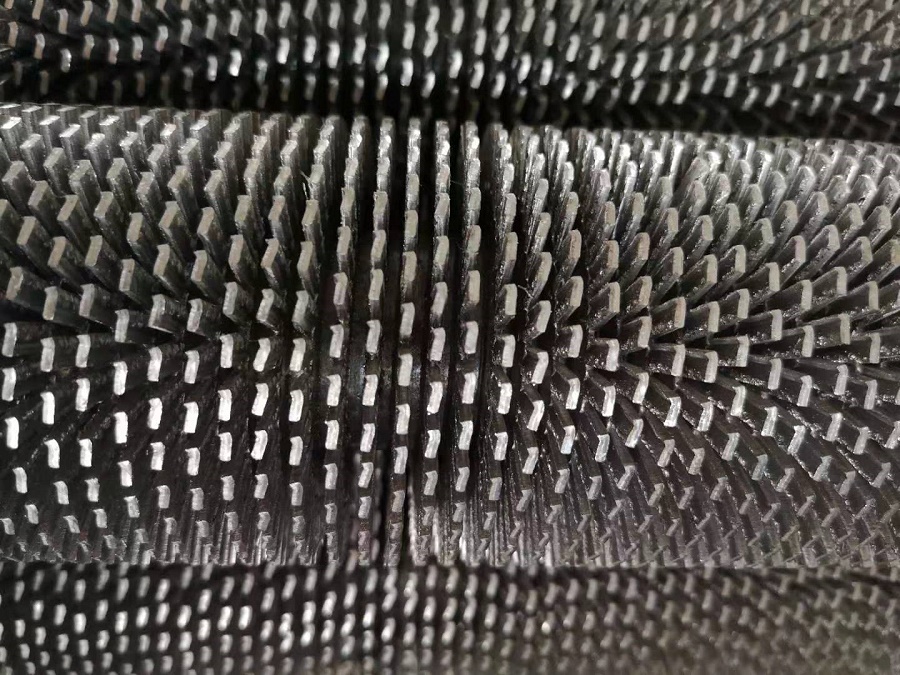
Beim Hochfrequenzschweißen von gezahnten Rippenrohren wird der Stahlrippenstreifen vor dem Schweißen gezahnt. Anschließend wird der gezahnte Rippenstreifen unter Nutzung des Hochfrequenzstrom-Skin-Effektes bei hoher Temperatur auf das Rohr aufgeschweißt. Dieses Schweißverfahren für gezahnte Rohre ist hochfest und bietet eine ausgezeichnete Wärmeübertragungseffizienz.
Wie funktioniert der Prozess genau? Das Rohr wird vom Lagersystem in das automatische Ladegestell geführt und dann in den Spannkopf eingeführt. Das Stahlzahnsystem öffnet einen Zahn und gelangt ebenfalls in den Spannkopf. Während das Handstück eingespannt wird, wird das gewickelte Rohr in die Hochfrequenzschweißstation geführt. Dabei werden der Skin-Effekt und der Proximity-Effekt des Hochfrequenzstroms genutzt, um das Band und das Stahlrohr zu erhitzen, bis es plastisch wird oder schmilzt. Unter gleichzeitigem Druck wird die Verbindung hergestellt.
Hochfrequenzgeschweißtes Rippenrohr Technische Daten
Die technischen Spezifikationen sind für die korrekte Auswahl entscheidend. Eine Hochfrequenzschweißanlage für gezahnte Spiralrippenrohre arbeitet typischerweise mit folgenden Parametern:
- Spindeldrehzahl: bis zu 700 U/min
- Rohrdurchmesser: Ø 25 mm bis Ø 90 mm
- Rohrwandstärke: 2 mm bis 10 mm
- Rohrlänge: 0,5 m bis 24 m
- Rippendicke: 0,8 mm bis 3 mm
- Rippenabstand: 4 mm bis 50 mm
- Zahnbreite (offen): 4 mm bis 7 mm
Hochfrequenzgeschweißtes Rippenrohr Qualitätsstandards
Welche Qualitätskriterien muss ein hochwertiges Produkt erfüllen? Die technischen Indikatoren für gezackte Hochfrequenzgeschweißte Spiralrippenrohre sind genau definiert:
| Prüfparameter | Spezifikation | Toleranz |
|---|---|---|
| Außendurchmesser-Abweichung | d | ≤ 1,5 mm |
| Neigungswinkel | α | ≤ 8° |
| Rippenabstandsabweichung (jeweils 10-facher Abstand) | Durchschnitt | ≤ 0,5 mm |
| Rippenabweichung über Gesamtlänge | Gesamtlänge | ± 10 mm |
| Abweichung Rippenanzahl | Anzahl | ± 1,5 % |
| Zugfestigkeit der Schweißnaht | Mindestwert | ≥ 196 MPa |
| Schmelzrate | Mindestwert | ≥ 80 % (typisch >95 %) |
Die Schweißnahtqualität ist ebenfalls normiert: Der teilweise ungeschmolzene Schweißbereich muss kleiner als die Länge des Rippenrohrdurchmessers und weniger als 50 mm sein. Die ungeschmolzene Nahtlänge pro Meter Rohr ist minimal.
Hochfrequenzgeschweißtes Rippenrohr Produktionslinie
Wie ist eine moderne Produktionslinie aufgebaut? Eine komplette Anlage für gezackte Hochfrequenzgeschweißte Spiralrippenrohre besteht aus folgenden Hauptkomponenten:
- Automatischer Laderahmen
- Automatische Entladevorrichtung
- Hochfrequenzschweißgruppe
- Frequenzschweißsteuereinheit
- Materiallagersystem
- Streifen-Zahnsystem (öffnend)
- Wasserzirkulationssystem zur Kühlung
Das gesamte System wird durch eine SPS-Steuerung (speicherprogrammierbare Steuerung) gesteuert, was einen hohen Automatisierungsgrad ermöglicht. Die Produktqualitätsstandards entsprechen der JB/T 6512-Norm ("Herstellungstechnologiebedingungen für Spiralrippenrohrkessel mit Hochfrequenz-Widerstandsschweißen").
Hochfrequenzgeschweißtes Rippenrohr Materialien
Welche Materialien können verarbeitet werden? Die Produktionslinie für Spiralrippenrohre mit Hochfrequenzschweißen kann verschiedene Materialkombinationen herstellen:
Typische Materialkombinationen:
- Kohlenstoffstahl für Rohr und Rippen
- Niedriglegierte Stähle
- Rostfreie Stähle (Edelstahl)
- Kombinationen aus unterschiedlichen Materialien (z.B. Kohlenstoffstahlrohr mit Edelstahlrippen)
Der gezahnte Rippenstreifen fungiert als Strömungsstörer, der die Wärmeübertragungseffizienz weiter erhöht und zusätzlich Verschmutzungen reduziert. Dies macht Hochfrequenzgeschweißtes Rippenrohr besonders geeignet für anspruchsvolle Anwendungen in Energieerzeugung, chemischer Industrie und Abwärmenutzung, wo hohe mechanische Belastbarkeit und optimale Wärmeübertragung kombiniert werden müssen.


Copyright © 2015-2023 T.S. Industrial Corporation Limited 
请输入搜索关键字
确定