

NEWS CENTER



Beschlagen von Ofenrohren | Beschlagene Rohre
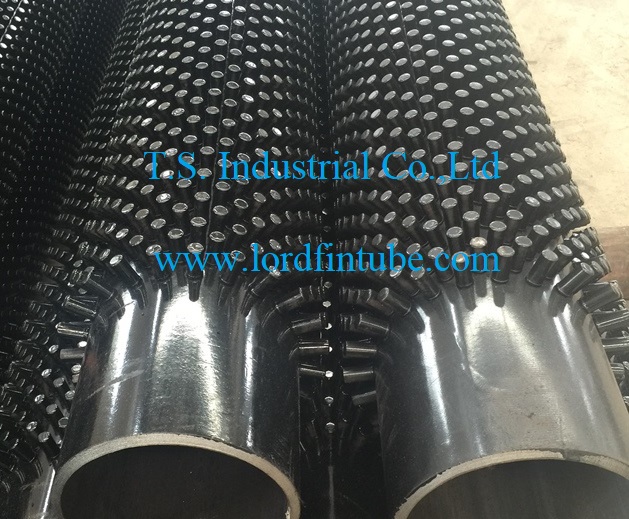
Stiftrohre für Industrieöfen – technische Details und Anwendung
Stiftrohre (auch Bolzenrohre genannt) sind essenzielle Komponenten in petrochemischen Öfen, Krackanlagen und Reformern. Sie sorgen für eine vergrößerte Oberfläche und verbessern so die Wärmeübertragung auf das umgebende Medium. Was genau zeichnet ein hochwertiges Stiftrohr aus? Welche Parameter müssen bei der Bestellung spezifiziert werden? Dieser Beitrag gibt einen Überblick über Konstruktion, Werkstoffe und Prüfverfahren.
Was ist ein Stiftrohr?
Ofenrohre sind integrale Bestandteile von Industrieöfen und für die Wärmeübertragung auf das zu erhitzende Material verantwortlich. Bei ihrer Konstruktion und Materialauswahl müssen Stabilität und Haltbarkeit in Hochtemperaturumgebungen berücksichtigt werden, während gleichzeitig Wärmeübertragungseffizienz und mechanische Festigkeit in Einklang gebracht werden müssen. Die Untersuchung von Ofenrohren mit Bolzen erfordert eine eingehende Analyse ihrer Struktur, Materialien, Wärmeübertragungseigenschaften sowie Korrosions- und Verschleißmechanismen, um die Ofenleistung zu optimieren, die Rohrlebensdauer zu verlängern und einen sicheren und stabilen Ofenbetrieb zu gewährleisten.
- Diese Spezifikation betrifft Bolzenrohre, bei denen zylindrische Bolzen durch ein automatisches elektrisches Widerstandsschweißverfahren auf blanken Rohren befestigt werden.
- Diese Spezifikation betrifft die Toleranzen, Tests und Annahmekriterien.
- Der nachstehend genannte Hersteller gewährleistet die Durchführung der Beschlagarbeiten entsprechend den besonderen Anforderungen der Bestellung.
- Der Bestellung sind die Technischen Anforderungen (FN) und ggf. Nachträge zu dieser Spezifikation beigefügt.
Welche Angaben sind bei der Bestellung nötig?
Für eine präzise Fertigung müssen in der Anfrage oder Bestellung folgende Punkte eindeutig festgelegt werden:
Für die Rohre
- Menge (sofern nicht anders angegeben, werden die Rohre von HPF frei Haus geliefert)
- Bezeichnung (sofern nicht anders angegeben, handelt es sich bei Rohren um nahtlose Rohre etc.)
- Spezifikation (A 106, A 312 usw.)
- Güteklasse oder Typ (B, A, TP 304 usw.)
- Abmessungen (Durchmesser, Wandstärke)
- Länge in einer Länge, außer wenn Stumpfschweißen zum Hersteller erforderlich ist
- Überlängen müssen vorgesehen werden, um Maßabweichungen während der Bestückung zu berücksichtigen
- Für Prüfungen und Betriebseinstellungen ist eine Länge von 1000 mm je Klasse vorzusehen
- Die Rohre entsprechen den geltenden Rohrnormen (Geradheit, Konzentrizität usw.)
Für die Bolzenkonfiguration und Materialqualität
- Höhe, Durchmesser,
- Abstand (im Allgemeinen 16 mm: Abstand zwischen zwei benachbarten Reihen kreisförmiger Bolzen),
- Gesamtmenge, Menge pro Reihe, Längsmenge je nach Teilung,
- Bolzenmaterial (Kohlenstoffstahl, AISI 304, AISI 409 …),
- Abmessungen der blanken Enden und der Zwischenabschnitte,
- Maße je Noppenlänge (Länge und Lage des Noppenabschnittes).
Besondere Anforderungen
- Zuschneiden auf Länge,
- Abgeschrägte Enden gemäß Rohrnorm oder Bestellung,
- Die Wärmebehandlung hängt von der Rohrqualität ab,
- Hydraulikprüfungen, die nicht erforderlich sind, sofern nicht anders angegeben,
- Korrosionsschutz nach § 8 und Bestellanforderungen.
Die folgende Tabelle fasst übliche Bolzenabmessungen und empfohlene Werkstoffe zusammen – eine Orientierung für Einkauf und Technik.
| Bolzenhöhe (mm) | Bolzendurchmesser (mm) | Teilung / Abstand (mm) | Typische Werkstoffe | Bevorzugte Anwendung |
|---|---|---|---|---|
| 12 – 15 | 6 – 8 | 12 – 14 | 1.0305 (C-Stahl), AISI 304 | Mäßige Temperaturen, Konvektionszone |
| 16 – 20 | 9 – 12 | 16 – 18 | AISI 309, AISI 310 | Hohe Temperatur, Strahlungszone |
| 22 – 25 | 12 – 14 | 18 – 22 | AISI 409, AISI 321 | Korrosive Atmosphäre, Abhitze |
| > 25 | 14 – 16 | 20 – 25 | Inconel 600, 625 (auf Anfrage) | Extrembedingungen, Reformer |
Wie erfolgt die Herstellung von Stiftrohren?
Die Verbindung zwischen Bolzen und Rohr wird durch elektrisches Widerstandsschweißen hergestellt. Die Schweißanweisung ist HPF zur Genehmigung vorzulegen.
- Die Bolzen sind in versetzten Reihen angeordnet.
- Bolzen gelten als drucklose Befestigung und haben im Wesentlichen keine tragende Funktion. Sie müssen lediglich den Vorgang des Einführens von Bolzenrohren in die Rohrbodenlöcher von Konvektionsschlangen unterstützen.
- Ausnahme: Rohre aus rostfreiem Stahl oder Nickellegierungen müssen mit einem Schleifblatt sauber geschabt oder kugelgestrahlt werden (beispielsweise auf einer Spezialmaschine durch Aufsprühen von Gusseisenkörnern), um den Stromfluss beim Einbringen der Bolzen zu unterstützen und jegliche Oxidations- oder Zunderspuren zu beseitigen. Die Entfettung muss an Bolzen und Rohren aus rostfreiem Stahl oder Nickellegierungen erfolgen.
- Der Hersteller überprüft bei jedem Rohr die gute Qualität der Arbeit durch visuelle Kontrolle.
- Bei niedrig legiertem (Cr Mo) Stahlgrundrohr und unabhängig von der Art der Bolzen muss der Umfang auf beiden Seiten der Bolzenstelle auf einer Mindestlänge von 200 mm vorgewärmt werden. Die Vorwärmtemperatur muss 200 bis 250 °C betragen. Wenn der Schweißvorgang länger als 15 Minuten unterbrochen wird, wird das Rohr vor dem erneuten Bolzensetzen auf einer Länge von 200 mm ab Unterbrechungsstelle noch einmal vorgewärmt.
- Bei Rohren aus niedrig legiertem Stahl (Cr Mo) und Bolzen aller Güten ist nach dem Einsetzen der Bolzen eine Wärmebehandlung erforderlich, sofern keine besondere Vereinbarung getroffen wurde. In diesem Fall muss ein Verfahren zur Wärmebehandlung zur Bestätigung vorgelegt werden.
Welche Materialien eignen sich für Stiftrohre?
Die Wahl des richtigen Bolzenmaterials hängt von Prozesstemperatur, Korrosionsbelastung und gewünschter Standzeit ab. Neben den klassischen Edelstählen werden zunehmend legierte Sonderstähle eingesetzt. Die folgende Übersicht zeigt typische Kombinationen aus Rohr- und Bolzenwerkstoffen.
| Rohrwerkstoff | Empfohlenes Bolzenmaterial | max. Einsatztemperatur (°C) | Besondere Merkmale |
|---|---|---|---|
| A 106 Gr. B (C-Stahl) | C-Stahl / AISI 304 | 550 | wirtschaftlich, für unkritische Bereiche |
| A 335 P11 (1¼Cr½Mo) | AISI 309 / AISI 310 | 650 | gute Oxidationsbeständigkeit |
| A 312 TP 304/316 | AISI 304 / 316 / 321 | 750 | höhere Korrosionsbeständigkeit |
| A 312 TP 310 | AISI 310 / 309 | 1000 | hervorragende Warmfestigkeit |
| Nickelbasis (z.B. Alloy 600) | Inconel 600 / 625 | >1100 | extremste Bedingungen, Reformerrohre |
Wie wird die Verträglichkeit geprüft? Üblich sind Diffusionsuntersuchungen und REM-Analysen im Vorfeld der Serienfertigung.
Wie wird die Qualität gesichert?
Jedes gefertigte Stiftrohr durchläuft mehrere Prüfstufen. Neben der visuellen Kontrolle (3.5) werden folgende Verfahren angewandt:
- Sichtprüfung aller Schweißpunkte – Bolzen müssen vollständig angeschmolzen sein und einen gleichmäßigen Schweißwulst aufweisen.
- Ausziehtests an Stichproben: Die Bolzen werden mit einem definierten Drehmoment bzw. Abzugskraft geprüft.
- Farbeindringprüfung bei höherwertigen Legierungen, um Mikrorisse auszuschließen.
- Maßkontrolle: Bolzenhöhe, -durchmesser und Abstände werden mit Lehren stichprobenartig überprüft.
Der Hersteller ist verpflichtet, Aufzeichnungen über Chargen, Schweißparameter und Prüfungen zu führen – das gewährleistet lückenlose Rückverfolgbarkeit.
Ofenbeschlagene Rohre – bewährte Technik für höchste Anforderungen
Was bedeutet das für den praktischen Einkauf? Mit den hier genannten Spezifikationen, Tabellen und Prüfkriterien können Sie Stiftrohre passgenau für Ihren Ofen bestellen. Bei weiterführenden Fragen zu Auslegung oder Sonderlösungen stehen die Ingenieure von Lord Fin Tube gerne zur Verfügung.


Copyright © 2015-2023 T.S. Industrial Corporation Limited 
请输入搜索关键字
确定