

NEWS CENTER



Standard-ASTM A498-Wärmetauscherrohre mit integrierten Rippen
Standard-ASTM A498-Wärmetauscherrohre mit integrierten Rippen
Die technische Norm Standard-ASTM A498 definiert nahtlose und geschweißte Wärmetauscherrohre aus Kohlenstoffstahl mit außen spiralförmig integrierten Rippen. Sie gilt für Rohre mit ungerippten Enddurchmessern bis 2 Zoll (50 mm) und wird in Wärmeübertragern, Kondensatoren, Verdampfern und Überhitzern eingesetzt. Welche konkreten Anforderungen die Norm stellt und wie Einkäufer die richtigen Rohre spezifizieren, zeigen die folgenden Abschnitte.
1. Standard ASTM A498 Geltungsbereich
1.1 Diese Spezifikation gilt für außen spiralförmige, integrierte Rippenrohre aus nahtlosem oder geschweißtem kohlenstoffarmem Stahl zur Verwendung in Rohrwärmetauschern, Oberflächenkondensatoren, Verdampfern, Überhitzern und ähnlichen Wärmeübertragungsapparaten mit ungerippten Enddurchmessern bis zu 2 Zoll [50 mm] einschließlich.
1.2 Einheiten – Diese Spezifikation wird sowohl in Zoll-Pfund-Einheiten als auch in SI-Einheiten ausgedrückt; sofern in der Bestellung oder im Vertrag jedoch nicht die anwendbare M-Spezifikationsbezeichnung (SI-Einheiten) angegeben ist, gelten die Zoll-Pfund-Einheiten. Die in Zoll-Pfund-Einheiten oder SI-Einheiten angegebenen Werte sind separat als Standard zu betrachten. Im Text werden die SI-Einheiten in Klammern angegeben. Die in den einzelnen Systemen angegebenen Werte müssen nicht exakt äquivalent sein; daher muss jedes System unabhängig vom anderen verwendet werden. Die Kombination von Werten aus den beiden Systemen kann zu einer Nichtübereinstimmung mit dem Standard führen.
2. Standard ASTM A498 Referenzierte Dokumente
2.1 ASTM-Standards:
A179/A179M Spezifikation für nahtlose kaltgezogene Wärmetauscher- und Kondensatorrohre aus kohlenstoffarmem Stahl
A214/A214M Spezifikation für elektrisch widerstandsgeschweißte Wärmetauscher- und Kondensatorrohre aus Kohlenstoffstahl
A334/A334M Spezifikation für nahtlose und geschweißte Rohre aus Kohlenstoff- und legiertem Stahl für Niedertemperaturanwendungen
| Spezifikation | Herstellverfahren | Typische Anwendung | Besonderheiten |
|---|---|---|---|
| A179/A179M | nahtlos, kaltgezogen | Wärmetauscher, Kondensatoren | gute Verformbarkeit für Rippen |
| A214/A214M | elektrisch widerstandsgeschweißt | allgemeine Wärmeübertrager | wirtschaftliche Alternative |
| A334/A334M | nahtlos/geschweißt | Niedertemperaturtechnik | Kerbschlagzähigkeit bis -45°C |
3. Standard ASTM A498 Bestellinformationen
3.1 Der Käufer muss in der Bestellung die Spezifikation des Glattrohrs und die Legierung angeben, aus der das Rippenrohr hergestellt werden soll.
3.2 Der Käufer muss in der Bestellung Durchmesser, Wandstärke und Länge der ungerippten Abschnitte, Fußdurchmesser und Wandstärke des gerippten Abschnitts, Anzahl der Rippen pro Längeneinheit und die Gesamtlänge des Rohrs angeben.
4. Standard ASTM A498 – Material und Herstellung
4.1 Die Rippenrohre müssen aus Glattrohren hergestellt werden, die einer der folgenden Spezifikationen entsprechen: A179/A179M, A214/A214M oder A334/A334M.
4.2 Alle in den Glattrohrspezifikationen geforderten Tests, die gemäß dieser Spezifikation an ungerippten Rohrlängen durchgeführt werden, müssen nicht an den Glattrohren durchgeführt werden.
4.3 Die Rippen müssen durch Kaltverformung von Stahlrohren mit glatter Oberfläche hergestellt werden. Um dieser Spezifikation zu entsprechen, müssen das Rippen- und Rohrmaterial homogen sein.
4.4 Rippenrohre müssen normalerweise mit ungerippten Enden geliefert werden, können aber auf Anfrage mit gerippten Enden geliefert werden.
Wie wirkt sich die Kaltverformung auf das Gefüge aus? Durch das Kaltwalzen der Rippen wird der Stahl verfestigt, die Zugfestigkeit steigt leicht an. Gleichzeitig bleiben die ungerippten Enden weich genug, um später eingewalzt zu werden. Dieses Verfahren garantiert eine metallische Verbindung ohne Zusatzwerkstoffe.
5. Standard ASTM A498 – Wärmebehandlung
5.1 Das Rohr muss nach der Rippenbehandlung entweder im geglühten oder im gefertigten Zustand geliefert werden; einer dieser Zustände ist in der Bestellung des Käufers anzugeben.
5.2 Der geglühte Zustand ist definiert als die gerippten und die ungerippten Teile des Rohrs, die den geltenden Wärmebehandlungsanforderungen der geltenden ASTM-Spezifikation für die betreffende Stahlrohranalyse entsprechen.
5.3 Der Fertigungszustand ist definiert als die gerippten Teile des Rohrs im durch den Rippenvorgang erzeugten gerippten oder kaltbearbeiteten Zustand und die ungerippten oder glatten Rohrteile des gerippten Rohrs im für Einwalzvorgänge geeigneten Fertigungszustand.
6. Standard ASTM A498 Chemische Zusammensetzung
6.1 Der Stahl muss den chemischen Anforderungen entsprechen, die in der geltenden Spezifikation für glatte Rohre vorgeschrieben sind.
7. Standard ASTM A498 Zugfestigkeitsanforderungen
7.1 Das Rohr vor dem Rippenvorgang oder die ungerippten Teile des gerippten Rohrs müssen den Anforderungen an die Zugfestigkeit entsprechen, die in der geltenden Spezifikation für glatte Rohre vorgeschrieben sind.
8. Standard ASTM A498 Drucktest
8.1 Jedes Rohr muss nach der Verrippung mindestens 5 s lang einem inneren Luftdruck von 250 psi [1,7 MPa] ausgesetzt werden, ohne dass Anzeichen einer Undichtigkeit auftreten. Jegliche Anzeichen einer Undichtigkeit sind Grund zur Ablehnung. Die verwendete Testmethode muss eine einfache visuelle Erkennung jeglicher Undichtigkeit ermöglichen, z. B. durch Testen des Rohrs unter Wasser oder mit der Druckdifferenzmethode.
Welche Prüfdrücke sind üblich? Der geforderte Wert von 1,7 MPa (ca. 17 bar) ist ein Mindestdruck für die Dichtheitsprüfung. Für höhere Betriebsdrücke können kundenspezifische Abnahmetests vereinbart werden – immer in Anlehnung an die glatte Rohr-Spezifikation.
9. Standard ASTM A498 Abmessungen und zulässige Abweichungen
9.1 Durchmesser – Der Außendurchmesser der ungerippten Abschnitte darf die Durchmessertoleranzen, die in der maßgeblichen Spezifikation für Rohre mit glatter Oberfläche angegeben sind, nicht überschreiten (siehe Abb. 1).
9.2 Wandstärke – Kein Rohr darf an seiner dünnsten Stelle unter den Rippen oder im glatten Abschnitt eine geringere als die angegebene Mindeststärke aufweisen.
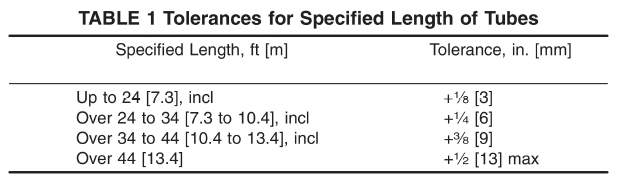
9.3 Länge – Die Länge der Rohre darf bei einer Messung bei einer Temperatur von 68 °F [(20 °C]) nicht kleiner sein als die angegebene, kann den angegebenen Wert jedoch um die in Tabelle 1 angegebenen Werte überschreiten.
| Außendurchmesser glatt (Zoll) | Wandstärke (BWG) | Rippen pro Zoll | Rippenhöhe (mm) | Fußdurchmesser (mm) |
|---|---|---|---|---|
| 5/8 (15,9 mm) | 16 (1,65 mm) | 19 | 1,3 | 15,0 |
| 3/4 (19,1 mm) | 16 (1,65 mm) | 16 | 1,5 | 18,1 |
| 1 (25,4 mm) | 14 (2,11 mm) | 12 | 1,8 | 24,2 |
| 1 1/4 (31,8 mm) | 12 (2,77 mm) | 11 | 2,1 | 30,1 |
Toleranz der Rohrlänge bei integrierten Lamellen – schematische Darstellung der Messpunkte
10. Standard ASTM A498 Verarbeitung und Finish
10.1 Fertige Rohre müssen einigermaßen gerade sein und glatte, gratfreie Enden haben. Sie müssen frei von schädlichen Mängeln sein und ein fachmännisch ausgeführtes Finish aufweisen. Eine leichte Oxidation wird nicht als Zunder angesehen.
11. Standard ASTM A498 Verpackungskennzeichnung
11.1 Der Name oder die Marke des Herstellers, Name und Bestellnummer des Käufers, Spezifikation des glatten Rohrs, Zustand (geglüht oder wie hergestellt), Rohrdurchmesser der Spezifikation A498/A498M, Wandstärke und Rohrlänge müssen auf einem Etikett vermerkt sein, das sicher am Bündel oder Karton befestigt ist, in dem die Rohre versandt werden. Die Kennzeichnung muss nicht das Ausgabejahr der Spezifikation enthalten.
11.2 Strichcodes – Zusätzlich zu den in 11.1 genannten Anforderungen sind Strichcodes als zusätzliche Identifizierungsmethode zulässig. Strichcodes müssen dem Standard der Automotive Industry Action Group (AIAG) entsprechen, der vom Unterausschuss für Primärmetalle des AIAG-Strichcode-Projektteams erstellt wurde.
12. Standard ASTM A498 Inspektion
12.1 Der Inspektor, der den Käufer vertritt, hat während der Ausführung der Arbeiten im Rahmen des Vertrags des Käufers jederzeit Zutritt zu allen Teilen des Werks des Herstellers, die die Herstellung des bestellten Materials betreffen. Der Hersteller gewährt dem Inspektor alle angemessenen Möglichkeiten, um ihn davon zu überzeugen, dass das Material gemäß dieser Spezifikation geliefert wird. Alle erforderlichen Tests und Inspektionen müssen vor dem Versand am Herstellungsort durchgeführt werden, sofern nicht anders angegeben, und müssen so durchgeführt werden, dass der Betrieb des Werks nicht unnötig gestört wird.
12.2 Zertifizierung – Wenn in der Bestellung oder im Vertrag angegeben, muss der Hersteller einen datierten Bericht vorlegen, der bestätigt, dass das Material gemäß den Anforderungen dieser Spezifikation hergestellt, beprobt, getestet und inspiziert wurde, einschließlich des Ausgabejahres der Spezifikation.
13. Standard ASTM A498 Ablehnung
13.1 Jede Ablehnung aufgrund von Tests, die gemäß dieser Spezifikation und den gemäß der maßgeblichen Spezifikation für glatte Rohre zulässigen Tests durchgeführt wurden, muss dem Hersteller gemeldet werden. Die Entsorgung von aussortierten Rohren muss zwischen Hersteller und Käufer vereinbart werden.
13.2 Material, das bei der Installation versagt, muss beiseite gelegt und der Hersteller benachrichtigt werden, damit die Eignung des Materials gemeinsam beurteilt werden kann. Die Entsorgung solchen Materials muss vereinbart werden.
14. Standard ASTM A498 Schlüsselwörter
14.1 Kohlenstoffstahlrohr; Wärmetauscherrohr; nahtloses Stahlrohr; Stahlrohr; geschweißtes Stahlrohr
Welche Rippenparameter beeinflussen die Leistung am stärksten? Die Rippendichte (Rippen pro Zoll) und die Rippenhöhe bestimmen maßgeblich die äußere Wärmeübertragungsfläche. ASTM A498 erlaubt hier große Flexibilität – der Hersteller muss jedoch sicherstellen, dass der Fußdurchmesser und die Wanddicke unter den Rippen die Mindestwerte nicht unterschreiten.


Copyright © 2015-2023 T.S. Industrial Corporation Limited 
请输入搜索关键字
确定