

NEWS CENTER



ASTM B338 Normen für Titanlegierungsrohre
ASTM B338: Was sind die Normen für Titanlegierungsrohre?
Die Norm ASTM B338 ist die zentrale Spezifikation für nahtlose und geschweißte Rohre aus Titan und Titanlegierungen, die in Kondensatoren und Wärmetauschern eingesetzt werden. Diese Norm definiert präzise, welche Materialien, Herstellungsverfahren und Prüfungen erforderlich sind, um eine konstante Qualität und Leistungsfähigkeit der Rohre zu gewährleisten.
Was ist der Zweck von ASTM B338? Die Norm bietet Einkäufern und Ingenieuren eine verlässliche Grundlage für die Materialauswahl. Sie legt chemische Zusammensetzungen, mechanische Eigenschaften und Prüfverfahren fest, um die Eignung der Rohre für anspruchsvolle thermische und korrosive Umgebungen sicherzustellen.
Normen für Titanlegierungsrohre: Geltungsbereich
Welche Materialien werden von ASTM B338 abgedeckt? Die Norm umfasst 28 verschiedene Güteklassen von Titan und Titanlegierungen. Diese reichen von reinem Titan bis hin zu komplexen Legierungen mit Zusätzen wie Palladium, Vanadium oder Ruthenium, die spezifische Eigenschaften wie verbesserte Korrosionsbeständigkeit oder Festigkeit bieten.
| Güteklasse | UNS-Nummer | Beschreibung / Legierungszusammensetzung | Typische Anwendungsmerkmale |
|---|---|---|---|
| Grade 1 | R50250 | Unlegiertes Titan (reines Titan) | Höchste Duktilität, ausgezeichnete Korrosionsbeständigkeit. |
| Grade 2 | R50400 | Unlegiertes Titan | Standard-Güteklasse, gute Balance aus Festigkeit und Korrosionsbeständigkeit. |
| Grade 7 | R52400 | Unlegiertes Titan plus 0,12–0,25 % Palladium | Hervorragende Korrosionsbeständigkeit in oxidierenden und reduzierenden Medien. |
| Grade 9 | R56320 | Titanlegierung (3 % Aluminium, 2,5 % Vanadium) | Erhöhte Festigkeit bei guter Umformbarkeit. |
| Grade 12 | R53400 | Titanlegierung (0,3 % Molybdän, 0,8 % Nickel) | Hohe Festigkeit und erhöhte Beständigkeit gegen Spannungsrisskorrosion. |
| Grade 16 | R52402 | Unlegiertes Titan plus 0,04–0,08 % Palladium | Kostengünstigere Variante der Palladium-legierten Güten für bestimmte korrosive Umgebungen. |
| Grade 26 | R52404 | Unlegiertes Titan plus 0,08–0,14 % Ruthenium | Alternative zu Palladium-Güten, verbessert die Korrosionsbeständigkeit. |
Wie wählt man die richtige Güteklasse aus? Die Auswahl hängt primär von der chemischen Umgebung, der benötigten mechanischen Festigkeit und thermischen Belastbarkeit ab. Für besonders aggressive Medien eignen sich die palladium- oder rutheniumhaltigen Güten.
Normen für Titanlegierungsrohre: Herstellungsverfahren
Wie werden Rohre nach ASTM B338 hergestellt? Die Norm erlaubt drei Hauptverfahren, die jeweils unterschiedliche Produkteigenschaften erzeugen:
- Nahtlose Rohre: Hergestellt durch Kaltziehen oder -reduzieren von Hohlblöcken. Dieses Verfahren gewährleistet eine homogene Struktur ohne Längsnaht, was für hohe Druckbelastungen vorteilhaft ist.
- Geschweißte Rohre: Hergestellt aus gewalzten Blechen oder Bändern durch automatisches Lichtbogenschweißen. Nach dem Schweißen erfolgt eine Spannungsarmglühung.
- Geschweißte/kaltverformte Rohre (WCS): Geschweißte Rohre werden einer zusätzlichen Kaltverformung unterzogen, gefolgt von einer Wärmebehandlung. Dies führt zu einer feinkörnigen, gleichachsigen Mikrostruktur, die der von nahtlosen Rohren ähnelt.
Welches Verfahren ist für welche Anwendung besser? Nahtlose Rohre werden oft für höchste Druckanforderungen bevorzugt, während geschweißte Rohre eine wirtschaftliche Alternative für viele Wärmetauscheranwendungen darstellen.
Normen für Titanlegierungsrohre: Chemische Anforderungen
Welche chemischen Grenzwerte sind festgelegt? Tabelle 1 der Norm legt die maximal zulässigen Prozentsätze für Legierungs- und Restelemente jeder Güteklasse fest. Diese Grenzwerte sind entscheidend für das Korrosionsverhalten und die mechanische Integrität.
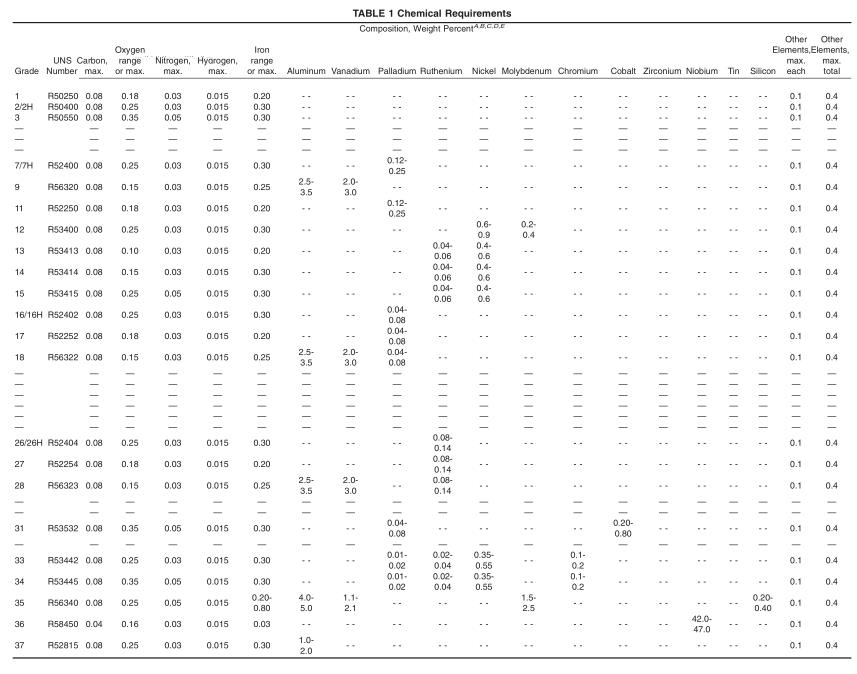
Was ist der Unterschied zwischen Schmelzanalyse und Produktanalyse? Die Schmelzanalyse (Chargenanalyse) wird am flüssigen Metall durchgeführt und garantiert die Grundzusammensetzung. Auf Kundenwunsch kann zusätzlich eine Produktanalyse am fertigen Rohr durchgeführt werden, um Abweichungen im Fertigungsprozess zu kontrollieren. Hierfür gelten die Toleranzen nach Tabelle 2 der Norm.
Normen für Titanlegierungsrohre: Mechanische Eigenschaften
Welche mechanischen Eigenschaften müssen erfüllt werden? Tabelle 3 der Norm definiert Mindestwerte für Zugfestigkeit, Streckgrenze und Bruchdehnung bei Raumtemperatur. Diese Werte variieren je nach Güteklasse und Herstellungszustand (geglüht oder kaltverformt).
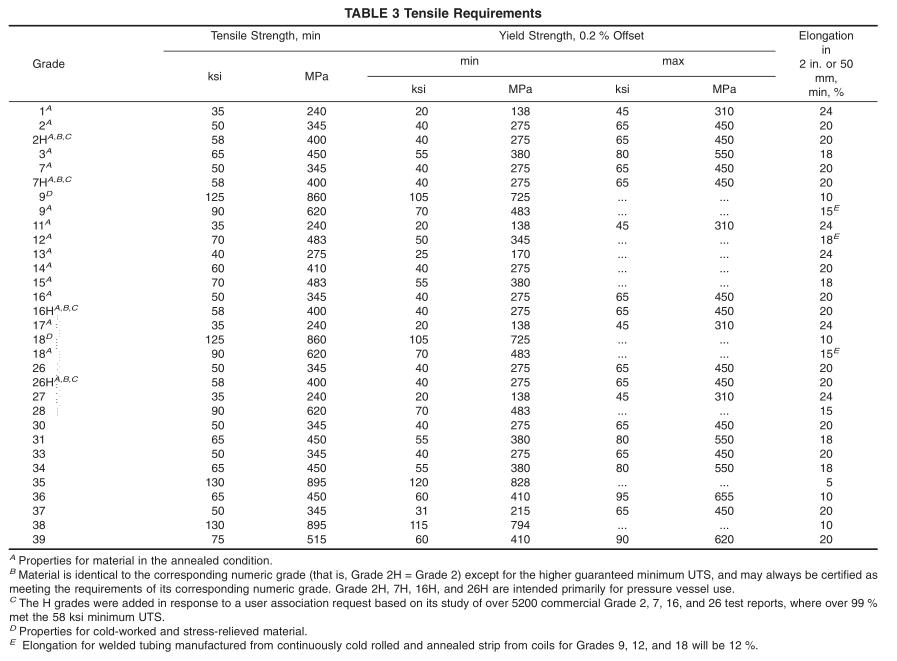
Wie werden diese Eigenschaften geprüft? Zugversuche werden nach ASTM E8 durchgeführt. Zusätzlich schreibt die Norm Formänderungsversuche wie den Abflachtest und den Bördeltest vor, um die Duktilität und Verarbeitbarkeit der Rohre zu verifizieren.
Normen für Titanlegierungsrohre: Bestellinformationen
Was muss bei einer Bestellung von Rohren nach ASTM B338 Normen für Titanlegierungsrohre angegeben werden? Eine vollständige Bestellung sollte folgende Punkte umfassen, um Missverständnisse zu vermeiden:
- Menge und Güteklasse (z.B. Grade 2).
- Präzise Abmessungen: Nenn-Außendurchmesser und Wandstärke, gewünschte Längen.
- Herstellungsverfahren (nahtlos, geschweißt, WCS).
- Oberflächenbeschaffenheit und Endbearbeitung.
- Gewünschte Zusatzprüfungen (z.B. Produktanalyse, zerstörungsfreie Prüfung).
- Verpackungs- und Kennzeichnungsvorschriften.
Warum ist die genaue Spezifikation so wichtig? Titanlegierungsrohre sind Hochleistungswerkstoffe. Klare Bestellparameter stellen sicher, dass das gelieferte Produkt exakt den Anforderungen der geplanten Anwendung entspricht, was spätere Probleme und Kosten vermeidet.
Normen für Titanlegierungsrohre: Referenzdokumente und Prüfungen
Auf welche anderen Normen verweist ASTM B338? Die Spezifikation integriert eine Reihe weiterer ASTM-Prüfverfahren, um ein umfassendes Qualitätsregime zu schaffen. Dazu gehören:
- ASTM E8/E8M: Standard-Prüfverfahren für Zugversuche an metallischen Werkstoffen.
- ASTM E1409: Bestimmung von Sauerstoff und Stickstoff mittels Inertgasfusion.
- ASTM E2371: Analyse von Titanlegierungen durch Atomspektrometrie.
- ASTM A370: Prüfverfahren und Definitionen für mechanische Prüfungen von Stahlerzeugnissen (für Prüfmethoden relevant).
Welche zerstörungsfreien Prüfungen sind üblich? Neben den vorgeschriebenen Druck- und Formänderungstests können auf Vereinbarung auch Prüfungen wie Ultraschall- oder Eddy-Current-Prüfungen spezifiziert werden, um Materialfehler auszuschließen.
Weitere Informationen zu nahtlosen Titanrohren finden Sie auf unserer Website. Die Norm ASTM B338 bildet das Rückgrat für eine zuverlässige Beschaffung von Titanrohren. Sie stellt sicher, dass alle Parteien – vom Hersteller über den Händler bis zum Einkäufer – von denselben präzisen technischen Kriterien ausgehen.
Download-Links zum Standard ASTM B338/B338M


Copyright © 2015-2023 T.S. Industrial Corporation Limited 
请输入搜索关键字
确定