

NEWS CENTER



ASTM A335 P9 Noppenrohr
ASTM A335 P9 Noppenrohr
Was ist ein ASTM A335 P9 Noppenrohr?
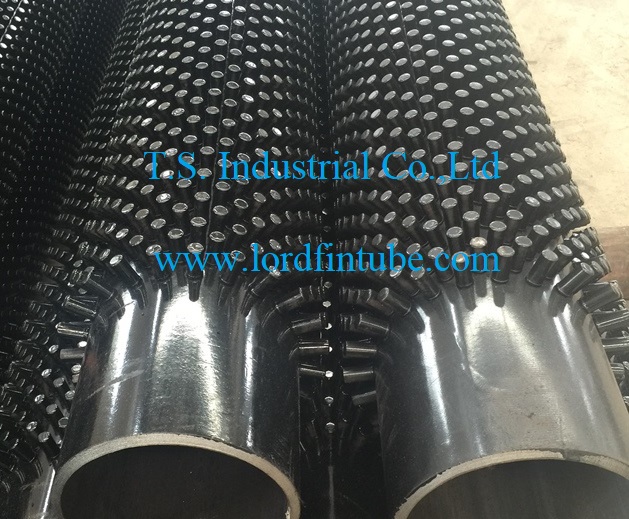
Ein ASTM A335 P9 Noppenrohr wird aus nahtlosem ferritischem legiertem Stahl gefertigt. Auf die Außenfläche werden Noppen (Stifte) aufgeschweißt – meist aus Edelstahl oder Kohlenstoffstahl. Diese Noppen vergrößern die Oberfläche erheblich und steigern so die Effizienz der Wärmeübertragung. Die Grundnorm ASTM A335 P9 beschreibt ein chrom-molybdän-legiertes Rohr für den Hochtemperatureinsatz (bis ca. 600 °C). Durch die Kombination mit Noppen entsteht ein Hochleistungsbauteil für Wärmetauscher, Kessel und Abhitzesysteme.
Die Noppen werden in präzisen Mustern angeordnet – typischerweise im Schachbrettmuster – um eine maximale turbulente Strömung zu erreichen. Wenn ASTM A335 P9 als Bolzenrohr spezifiziert ist, bedeutet dies, dass das nahtlose Rohr aus dieser Legierung mit Noppen versehen wurde. Die Noppen selbst können aus demselben Werkstoff oder aus hitzebeständigeren Legierungen wie SS309 oder SS310 bestehen.
Chemische Zusammensetzung von ASTM A335 P9 Noppenrohr (Prozent)
| Element | Zusammensetzungsbereich (%) |
|---|---|
| Kohlenstoff (C) | 0,05 – 0,15 |
| Mangan (Mn) | 0,30 – 0,60 |
| Phosphor (P) | 0,025 max |
| Schwefel (S) | 0,025 max |
| Silizium (Si) | 0,50 – 1,00 |
| Chrom (Cr) | 8,00 – 10,00 |
| Molybdän (Mo) | 0,90 – 1,10 |
Mechanische Eigenschaften von ASTM A335 P9 Noppenrohr
| Eigenschaft | Mindestwert (SI-Einheiten) | Mindestwert (angloamerikanisch) |
|---|---|---|
| Zugfestigkeit, min | 415 MPa | 60.200 psi |
| Streckgrenze, min | 205 MPa | 29.750 psi |
| Dehnung, min | 30 % | – |
Welche Vorteile bietet ein ASTM A335 P9 Noppenrohr?
- Hohe Temperaturbeständigkeit: Die Legierung ist für bis zu 600 °C ausgelegt – ideal für Überhitzer und Rauchgasentschwefelung.
- Korrosions- und Oxidationsbeständigkeit: Durch Chrom- und Molybdänanteile widersteht das Rohr schwefelhaltigen Gasen und Hochtemperaturkorrosion.
- Verbesserte Wärmeübertragung: Noppen erhöhen die Oberfläche um das 2- bis 4‑fache; der Wärmeübergangskoeffizient steigt deutlich.
- Mechanische Festigkeit: Auch unter Druck und zyklischer Belastung bleiben Zugfestigkeit und Zähigkeit erhalten.
- Flexible Gestaltung: Noppendurchmesser, -höhe und -abstand können an die Gasgeschwindigkeit und Partikelbelastung angepasst werden.
Typische Abmessungen eines ASTM A335 P9 Noppenrohrs
| ASTM A335 P9 Noppenrohr – Beispiele | ||||
| Basisrohr werkstoff | Noppen werkstoff | Rohrlänge (mm) | Noppenlänge (mm) | Anzahl Noppenrohre (Stk.) |
|---|---|---|---|---|
| ASTM A335 P9 | SS409 | 5200 | 9044 | 72 |
| Basisrohr-Außendurchmesser | Basisrohr wanddicke | Noppendurchmesser (mm) | Noppenhöhe (mm) | Noppenabstand (Pitch) |
| 4" (101,6 mm) | Sch40 (ca. 6,02 mm) | 12,7 | 25,4 | 18 pro Ebene / 63 PPM |
| ASTM A335 P9 ist speziell für nahtlose Rohre in Hochtemperaturanwendungen vorgeschrieben. Die Noppen werden meist im Hochfrequenz-Widerstandsschweißen oder Lichtbogenverfahren aufgebracht. | ||||
Übliche Noppenkonfigurationen für ASTM A335 P9 Noppenrohr
| Rohr-Ø (mm) | Noppen-Ø (mm) | Noppen-höhe (mm) | Umfangs-noppen | Axialer Abstand (mm) | Einsatzbereich |
|---|---|---|---|---|---|
| 48,3 | 10 | 20 | 12 | 12 | Abgaskühler, kleine Kessel |
| 88,9 | 12,7 | 25 | 18 | 15 | Prozessöfen, petrochemisch |
| 114,3 | 14 | 30 | 22 | 18 | HRSG, Rauchgasrückführung |
| 168,3 | 16 | 35 | 28 | 20 | Großkessel, Zementindustrie |
Wie wird ein ASTM A335 P9 Noppenrohr hergestellt?
Zunächst wird das nahtlose P9-Rohr gemäß ASTM A335 gezogen und wärmebehandelt (normalisiert oder vergütet). Anschließend werden die Noppen automatisiert im Widerstandspress-Schweißverfahren oder mit Plasma-Bolzenschweißen aufgebracht. Die Noppen werden dabei exakt positioniert – oft mit einem CNC-gesteuerten Noppenschweißkopf. Nach dem Schweißen erfolgt eine Spannungsarmglühung, um Eigenspannungen zu reduzieren. Abschließend werden jede Noppe einer Sichtprüfung und ggf. einer Röntgenprüfung unterzogen. Die hohe Prozesssicherheit garantiert eine gleichbleibende Wärmeübertragungsleistung.
Wo wird ASTM A335 P9 Noppenrohr eingesetzt?
Diese Rohre finden sich überall dort, wo heiße, partikelbeladene Gase Wärme abgeben müssen: in Abhitzedampferzeugern (HRSG) von Gasturbinen, in Cracköfen der Petrochemie, in Wirbelschichtkesseln und in der Schwefelsäureproduktion. Auch in der Zementindustrie dienen sie als Kühler für heiße Abluft. Durch die Noppen wird der Wärmeübergang an die umgebende Flüssigkeit oder Luft maximiert, gleichzeitig wirken die Noppen als Versteifung und schützen das Rohr vor Erosion.
Worauf ist bei der Auswahl von ASTM A335 P9 Noppenrohr zu achten?
Entscheidend sind die Betriebstemperatur, der Druck im Rohr und die Korrosivität des Rauchgases. Bei sehr hohen Schwefelgehalten kann eine dickere Noppe oder ein höherlegierter Noppenwerkstoff (z. B. Alloy 625) notwendig sein. Auch die Noppendichte beeinflusst den Druckverlust auf der Gasseite – hier hilft eine Strömungssimulation. Ein erfahrener Thermotechniker kann anhand der geforderten Wärmeleistung die optimale Noppengeometrie berechnen.


Copyright © 2015-2023 T.S. Industrial Corporation Limited 
请输入搜索关键字
确定