

NEWS CENTER



Lord Fin Tube-ASTM A335-P5 Nagelkopfrohr
ASTM A335-P5 Nagelkopfrohr
Was ist ein ASTM A335-P5 Nagelkopfrohr?
Das Nagelkopfrohr (auch Bolzenrohr genannt) nach ASTM A335-P5 besteht aus einem nahtlosen Basisrohr gemäß ASTM A335-P5 und aufgeschweißten Bolzen aus einer 5 % Chrom-Legierung. Es handelt sich um ein Hochleistungs-Wärmeaustauschelement, das speziell für raue Bedingungen in der Petrochemie entwickelt wurde. Die Bolzen erhöhen die Oberfläche um das Zwei- bis Dreifache im Vergleich zu einem Glattrohr – dadurch wird der Wärmeübergang auf der Rauchgasseite entscheidend verbessert.
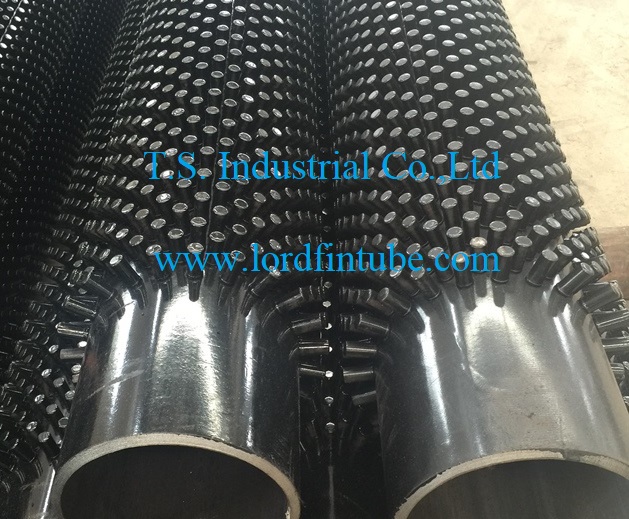
ASTM A335-P5 Bolzenrohr – Werkfoto
Wo wird das Nagelkopfrohr eingesetzt?
In der Konvektionskammer von Heizöfen in der petrochemischen Industrie kommt das Nagelkopfrohr zum Einsatz, um den Wärmeübergangskoeffizienten auf der Rauchgasseite markant zu steigern. Durch die Bolzen wird die wärmeübertragende Oberfläche massiv vergrößert – bei gleicher Grundfläche erreicht man die zwei- bis dreifache Austauschleistung. Eine durchdachte Konstruktion ermöglicht es, mit Nagelkopfrohren dieselbe Wärmefestigkeit zu erzielen wie in der Strahlungszone.
Wie wird das Nagelkopfrohr gefertigt?
Unser Unternehmen stellt Nagelkopfrohre im Widerstandsschweißverfahren her. Der gesamte Schweißablauf wird über eine SPS-Steuerung präzise geregelt. Für den Vorschub und die Bolzenteilung kommen Servomotoren zum Einsatz – die Bolzenanzahl lässt sich bequem über die Mensch-Maschine-Schnittstelle einstellen. Um höchste Qualität zu sichern, können Teilungsparameter und Kompensationskoeffizienten projektspezifisch hinterlegt werden. Das Hochfrequenz-Kontakt-Widerstandsschweißen mit zwei Brennern („metalltumerfreies Schweißen“) garantiert eine gleichbleibend hohe Schweißgüte. Die Maschine arbeitet als mechatronisch integrierte Einheit, die Bedienung erfolgt über einen Einplatinenrechner – einfach, stabil und wiederholgenau.
Welche Vorteile bringt das Nagelkopfrohr?
- Hohe Wärmeübertragung: Durch die Bolzenoberfläche wird der Wärmeübergang drastisch erhöht – ideal für Abwärmerückgewinnung und Kessel.
- Energieeffizienz: Gleiche Heizleistung wie Strahlungsrohre bei geringerem Platzbedarf.
- Robustheit: 5 % Chromlegierung (P5) hält hohen Temperaturen und korrosiven Gasen stand.
- Anpassbar: Bolzenanzahl, -teilung und -abmessungen werden kundenspezifisch ausgelegt.
Das Gerät wird ausschließlich zum Schweißen von Bolzenrohren verwendet. Diese Anlage produziert Bolzenrohre, die als energieeffiziente Wärmeaustauschelemente gelten. Wegen ihrer hohen Wärmeübertragungsleistung und der Fähigkeit, hohen Drücken zu widerstehen, eignen sie sich hervorragend für Hochtemperaturbereiche. Hauptabnehmer sind die petrochemische Industrie, Kraftwerke und die allgemeine Abwärmenutzung.
Technische Daten: Nagelkopfrohr nach ASTM A335-P5
Die folgende Tabelle zeigt sechs typische Konfigurationen, wie sie in aktuellen Projekten gefertigt wurden. Alle Rohre sind nahtlos (SMLS) nach ASTM A335-P5, Bolzen aus 5 % Cr-Legierung, Bolzengröße ½" Ø x 1" Höhe, Anordnung 22 Bolzen pro Ebene, 12 Ebenen pro Fuß. Die Rohre haben 6" NPS, Schedule 40. Die Längen variieren je nach Kundenwunsch. (Hinweis: Bei Bedarf werden zwei Teile stoßgeschweißt – die Bolzenlänge bleibt erhalten.)
| Pos. | Rohr NPS (Zoll) | Schedule | Länge (m) | Bolzen Ø x Höhe (Zoll) | Bolzen/Ebene | Ebenen/Fuß | Material Bolzen | Bolzengesamtlänge (Zoll) | Hinweis |
|---|---|---|---|---|---|---|---|---|---|
| 1 | 6 | 40 | 10,67 | ½ x 1 | 22 | 12 | 5 % Cr | 691 | zwei Teile verschweißt |
| 2 | 6 | 40 | 11,415 | ½ x 1 | 22 | 12 | 5 % Cr | 691 | zwei Teile verschweißt |
| 3 | 6 | 40 | 11,26 | ½ x 1 | 22 | 12 | 5 % Cr | 691 | zwei Teile verschweißt |
| 4 | 6 | 40 | 10,855 | ½ x 1 | 22 | 12 | 5 % Cr | 691 | zwei Teile verschweißt |
| 5 | 6 | 40 | 11,27 | ½ x 1 | 22 | 12 | 5 % Cr | 691 | zwei Teile verschweißt |
| 6 | 6 | 40 | 11,57 | ½ x 1 | 22 | 12 | 5 % Cr | 691 | zwei Teile verschweißt |
Welche Schweißtechnik kommt zum Einsatz?
Die Maschine arbeitet nach dem Prinzip des Hochfrequenz-Kontakt-Widerstandsschweißens. Zwei Brenner schweißen ohne sogenannten „Metalltumor“. Ein Schrittmotor steuert die Bolzenteilung, ein Maschinenkopfschlitten übernimmt die Linearbewegung – für höchste Präzision. Die gesamte Elektrik ist SPS-gesteuert, Parameter werden über die Mensch-Maschine-Schnittstelle eingegeben. Das System arbeitet wiederholgenau und ist dank Einplatinenrechner äußerst bedienerfreundlich.
Ob fürs Nachrüsten von Konvektionszonen oder den Neubau von Cracköfen – das Nagelkopfrohr nach ASTM A335-P5 bietet eine effiziente, langlebige Lösung. Durch die Kombination aus Chromstahl und optimierter Bolzengeometrie bleiben die Anlagen auch unter Dauerlast wirtschaftlich.


Copyright © 2015-2023 T.S. Industrial Corporation Limited 
请输入搜索关键字
确定